In the world of high-precision machining and custom knifemaking, the debate of O1 vs A2 is as old as the shop floor itself. For decades, machinists have relied on O1 for its forgiving nature and ease of grinding, while tool designers have pushed A2 as the standard for dimensional stability in complex dies.
When you are choosing a material for small intricate dies or a bespoke blade, you aren’t just picking a metal; you are picking a heat treatment philosophy. The choice between oil vs air hardening steel dictates how much “movement” you can expect in the furnace and how much work you will have to do at the grinder afterward.
Oil vs Air Hardening Steel
The primary differentiator in the O1 vs A2 rivalry is the cooling rate required to transform austenite into martensite. O1 is a manganese-chromium-tungsten alloy that requires a rapid “shock” in oil to reach its full hardness. Conversely, A2 is a 5% chromium alloy that reaches peak hardness simply by cooling in still air.
This cooling rate is not just a matter of convenience. It directly impacts the internal stresses within the steel. Oil quenching is a violent thermal event. If your part has drastic changes in cross-section—such as thin walls adjacent to heavy bosses—the risk of cracking in oil quenching becomes a very real threat. A2, by cooling slowly in air, experiences much lower thermal shock, making it the safer choice for delicate geometries.

Dimensional Stability
For a toolmaker building a precision punch or die, “movement in the quench” is the enemy. A2 steel dimensional stability during quenching is vastly superior to O1. Because A2 cools slowly and contains higher chromium, it experiences less volumetric change during the phase transformation.
In a head-to-head O1 vs A2 test for small intricate dies, an O1 part might shrink or warp by several thousandths of an inch, requiring significant “hard-grinding” to return to tolerance. An A2 part, when heat-treated correctly, often moves less than 0.001 inches per inch, allowing for “finish-to-size” machining before it ever hits the furnace.
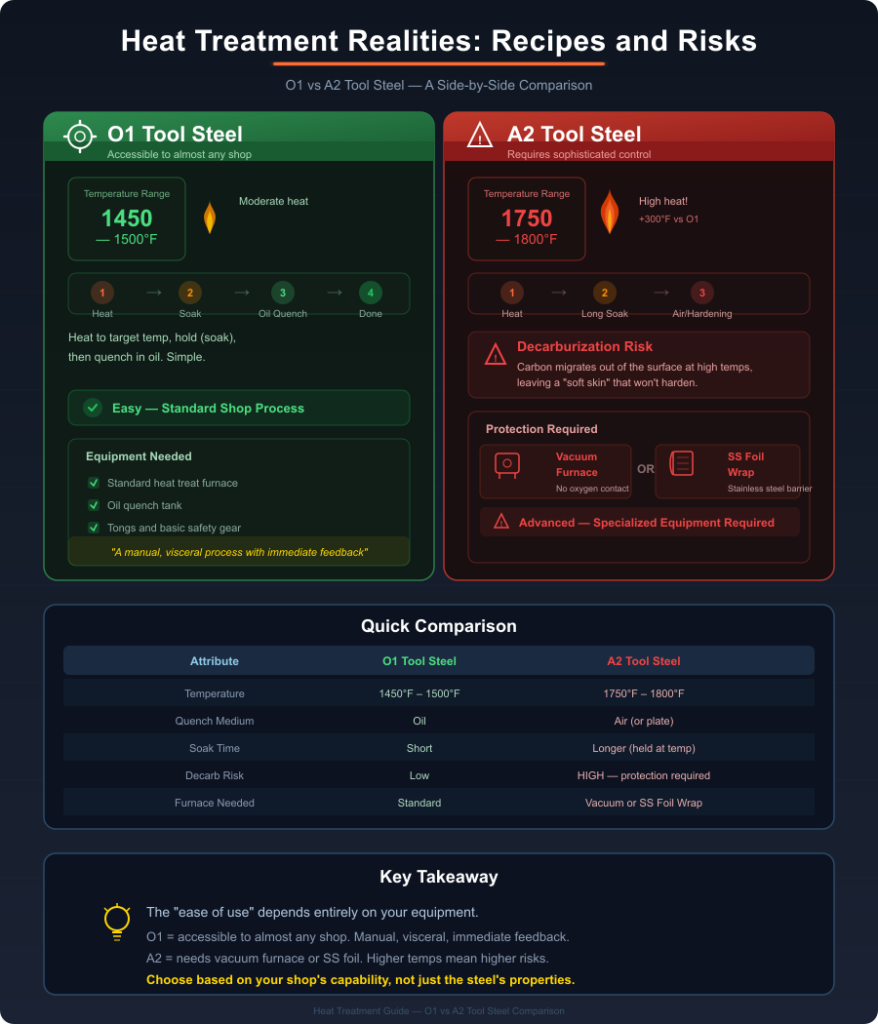
Heat Treatment Realities: Recipes and Risks
The “ease of use” for these steels depends on your equipment. A standard O1 tool steel heat treat recipe is accessible to almost any shop. You heat it to 1450°F–1500°F, soak, and dunk in oil. It is a manual, visceral process that offers immediate feedback.
A2 requires more sophisticated control. It must be heated to a higher range (1750°F–1800°F) and held there longer. Because of these higher temperatures, decarburization in A2 tool steel is a major concern. If you don’t use a vacuum furnace or wrap the part in stainless steel foil, the carbon will migrate out of the surface, leaving you with a “soft skin” that won’t harden.
According to the ASM International Heat Treater’s Guide, maintaining atmosphere control is critical for high-chromium air-hardening steels.
Machinability: Preparing for the Heat
Before the steel is hardened, it has to be cut. In the annealed state, the machinability of O1 vs A2 steel favors O1 significantly. O1 is often rated at 90% machinability compared to 1% carbon steel, meaning it shears cleanly and is easy on your end mills.
A2 is noticeably “gummier” and more abrasive due to its higher chromium content. If you are milling complex paths for best tool steel for small intricate dies, you will find that O1 allows for faster feed rates and better surface finishes. However, if that die needs to survive a high-volume production run, the extra effort to machine A2 is rewarded with 3x to 5x the wear life of O1.
The Knifemaker’s Perspective: O1 vs A2 Steel Toughness and Edge Retention
In a knife steel comparison, the two alloys offer very different “feels.” O1 is a favorite among bushcraft enthusiasts and woodworkers because it takes a “wicked” edge. In a contest of O1 vs A2 for woodworking chisels, O1 wins on sharpenability. You can get O1 significantly sharper with less effort using standard stones.
However, A2 offers better “staying power.” Its chromium carbides provide superior abrasion resistance. In the O1 vs A2 performance debate for outdoor knives, A2 is the choice for users who want to skin three deer without stopping to hone the blade. It is tougher and more resistant to chipping than O1 at the same hardness levels.
Technical Comparison Table: O1 vs A2 at a Glance
| Feature | O1 Tool Steel (Oil Hardening) | A2 Tool Steel (Air Hardening) |
| Quench Medium | Warm Oil (125°F – 150°F) | Still Air or Fan Blast |
| Hardening Temp | 1450°F – 1500°F | 1750°F – 1800°F |
| Distortion Risk | High (High thermal stress) | Low (Excellent stability) |
| Wear Resistance | Moderate | High (Higher Chromium) |
| Machinability | Excellent (Approx. 90%) | Fair (Approx. 70%) |
| Best Application | Hand tools, simple dies, chisels | Complex dies, long-run punches |
Choosing Your Steel: Application Logic
When to Choose O1
If you are a custom knifemaker working with a simple forge or an entry-level kiln, O1 is your best friend. It is reliable and offers a classic “carbon steel” performance. It is also the ideal choice for short-run tooling where the cost of complex heat treating outweighs the benefits of A2.
When to Choose A2
If you are designing a die with sharp internal corners, varying thicknesses, or requirements for high-volume stamping, A2 is the professional requirement. The A2 steel dimensional stability during quenching ensures that your hard-earned tolerances remain intact after the part leaves the heat treater.
Conclusion
There is no “better” steel in the O1 vs A2 debate—only the right steel for your specific workflow. O1 offers the best “out-of-the-box” experience for those who prioritize ease of sharpening and simple processing. A2 is the precision standard for those who demand that a part stay exactly as it was machined, even after the trial of the fire.
For detailed metallurgical data sheets on these grades, you can consult the Hudson Tool Steel technical library here: O1 Technical Data | A2 Technical Data.
FAQ
Can I quench A2 in oil to make it harder?
You can, but you shouldn’t. Quenching A2 in oil drastically increases the risk of cracking and offers no significant hardness gain over a proper air quench.
Why did my O1 part crack during heat treat?
This is the most common risk of cracking in oil quenching. It usually happens because the part was quenched too cold or has sharp internal corners that acted as stress risers. Always use a generous radius in your designs.
Does A2 rust?
A2 has 5% chromium, which provides some corrosion resistance, but it is not stainless steel. It will still rust if left in a damp environment or handled with sweaty hands.
Is O1 cheaper than A2?
Generally, yes. O1 is one of the most cost-effective tool steels available, whereas A2 carries a slight premium due to its higher alloy content.
Which is better for a beginner knifemaker?
O1 is much more forgiving. The O1 tool steel heat treat recipe is easier to execute without high-end atmosphere-controlled kilns.