D6 vs D2 steel should be chosen by failure mode, not hardness alone. If a die mainly wears from abrasion, D6 may help. If the tool also sees chipping, impact, grinding difficulty, or tight heat-treatment control, D2 is often the safer general choice.
This guide explains D6 tool steel, D2 tool steel, wear resistance, toughness, heat treatment, and die applications.
D6 vs D2 Steel: What Is the Basic Difference?
D6 vs D2 steel compares two high-carbon, high-chromium cold work tool steels used for dies, punches, shear blades, and cutting tools.
The simple answer: D6 is more wear-focused; D2 is more balanced.
The Wikipedia article on tool steel explains that cold-work tool steels include high-carbon, high-chromium D-series steels used to cut or form materials at low temperatures.
In D6 vs D2 steel selection, D6 tool steel is usually selected when abrasive wear and edge retention are the main concerns. D2 tool steel is used more widely because it combines high wear resistance with availability and established heat-treatment practice.
Why Does Composition Change the Result?
D6 vs D2 steel starts with chemistry. D6 normally contains very high carbon, high chromium, and tungsten. D2 also has high carbon and chromium, but it commonly uses molybdenum and vanadium to support hardenability and wear behavior.
AZoM’s article on Grade D6 tool steel describes D6 as a high-carbon, high-chromium steel and lists heat-treatment ranges. AZoM’s article on D2 tool steel describes D2 as a high-carbon, high-chromium cold-work steel for long-run tooling where wear resistance matters.
| Point | D6 Steel | D2 Steel | Meaning |
|---|---|---|---|
| Carbon | Very high | High | D6 can form more hard carbides |
| Chromium | High | High | Both support wear resistance |
| Tungsten | Usually present | Not the main feature | Helps D6 edge holding |
| Mo / V | Less central | Common | Helps D2 balance hardenability and wear |
Is D6 Better for Wear Resistance?
D6 vs D2 steel often appears when a current D2 die wears too fast. In abrasive conditions, D6 can be a serious candidate because its carbide-rich structure can resist sliding and abrasive wear.
D6 may fit abrasive sheet cutting, paper or plastic blades, cold shear blades, wear-heavy punches, and press tools where wear is the main failure mode.
In D6 vs D2 steel decisions, higher wear resistance does not solve every tooling problem. If the edge chips or cracks, the failure is not only wear.
What About Toughness and Chipping?
D6 vs D2 steel becomes more complicated when impact is involved.
D6 can be strong in compression and excellent against abrasion, but high carbide volume can make it less forgiving under shock, thin edges, or uneven loading. D2 is not a high-toughness steel, but it is often the more practical choice for stamping dies and blanking dies.
Hudson Tool Steel’s D2 technical data notes that D2 can be tempered for maximum wear resistance or for a better balance between wear resistance and toughness.
In D6 vs D2 steel troubleshooting, if the tool keeps chipping, do not assume D6 is the upgrade. The fix may be heat treatment, die clearance, edge radius, grinding practice, or a tougher grade.
How Different Is Heat Treatment?
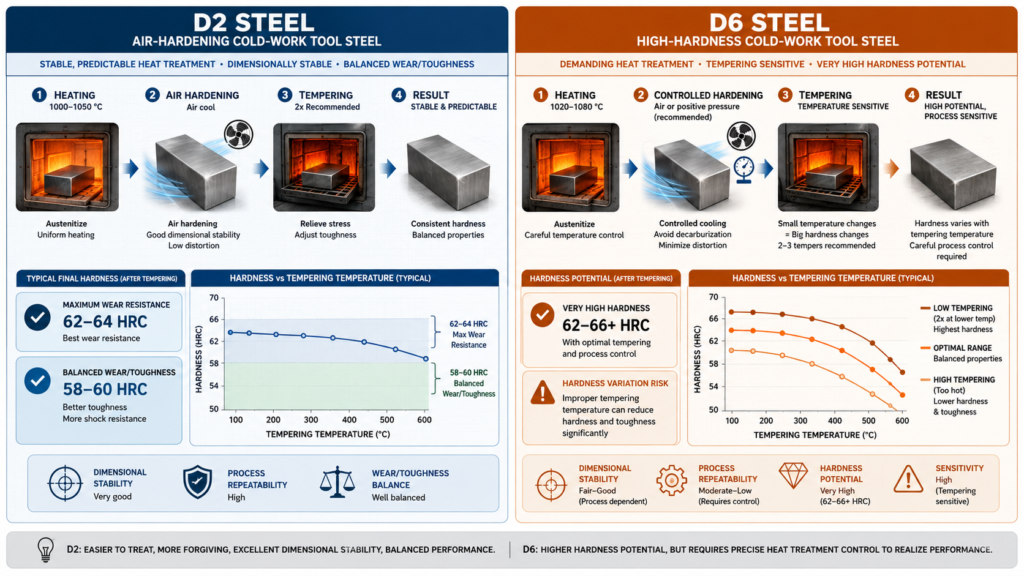
D6 vs D2 steel is also a heat-treatment decision. D2 is an air-hardening tool steel and is known for dimensional stability in hardening. D6 can reach very high hardness, but it needs careful process control.
ASTM A681 covers alloy tool steel products including bars, plates, and forgings. Supplier-specific heat-treatment guidance still matters.
For D2, Hudson lists tempering choices such as 62–64 HRC for maximum wear resistance or 58–60 HRC for a better wear/toughness balance. For D6, AZoM shows that hardness changes with tempering temperature.
Which One Is Easier to Machine and Grind?
D6 vs D2 steel should include machining cost. Both grades are usually machined in annealed condition, then hardened and finished. D6 can be harder to grind because high carbide content increases wheel wear and finishing effort.
D2 is not easy compared with simpler steels, but more shops understand how to machine, EDM, grind, and heat treat it.
An arXiv paper on hard turning of AISI D6 steel studies cutting forces, surface roughness, and tool wear, reminding buyers that D6 processing conditions matter.
Which Grade Fits Blanking, Stamping, and Cutting Tools?
D6 vs D2 steel should be matched to real tool duty.
| Application | Better Starting Point | Reason |
|---|---|---|
| General blanking dies | D2 | Balanced and widely used |
| Abrasive cutting tools | D6 | Wear resistance dominates |
| Stamping dies with impact | D2 | More forgiving |
| Paper and plastic blades | D6 | Edge holding can help |
| Precision dies | D2 | Familiar stability and supply |
| Chipping-prone punches | Depends | Consider toughness first |
Paulo’s article on S7, D2, and A2 tool steel properties notes that D2 is often used for blanking dies, stamping dies, slitters, punches, trim dies, and thread rolling dies.
When Should You Choose D6 Instead of D2?
D6 vs D2 steel favors D6 when abrasive wear is the main failure.
Choose D6 when the tool wears before it chips, the edge loses size from abrasion, the material is abrasive, the shape is not fragile, the heat treater understands D6, and grinding difficulty is acceptable.
In D6 vs D2 steel projects, D6 tool steel can be a smart high-wear option, but only when hardness, grinding, and edge finish are controlled.
When Is D2 the Better Choice?
D6 vs D2 steel favors D2 when the job needs a proven, balanced cold work die steel.
Choose D2 when the die has moderate impact, dimensional control matters, delivery is important, the design is complex, or machining and grinding cost must stay reasonable.
D2 is often safer, easier to source, and easier to process.
Is D6 Always an Upgrade From D2?
D6 vs D2 steel is not a simple upgrade path.
If the die fails from wear, D6 can help. If the die fails from chipping, cracking, poor clearance, bad heat treatment, or rough grinding, D6 may make the problem worse.
Before switching, inspect worn edges and review hardness, die clearance, processed material, lubrication, grinding burn, and maintenance history.
Conclusion
D6 vs D2 steel comes down to the tool’s real failure mode. D6 is worth considering when abrasive wear is the main issue and the tool design can tolerate a more wear-focused grade. D2 remains the safer general choice when the application needs proven wear resistance, heat-treatment stability, machinability, and practical tooling cost.
The best decision in D6 vs D2 steel is not “which steel is harder?” It is “why is the tool failing, and which steel matches that failure mode?”
FAQ
Is D6 steel better than D2 steel?
Not always. D6 is more wear-focused; D2 is more balanced for general cold work dies.
Is D6 tougher than D2?
Usually no. D6 may be less forgiving under impact because its carbide-rich structure favors wear resistance.
Can D6 replace D2 steel?
Sometimes. It can replace D2 when abrasive wear is the main failure mode and heat treatment is well controlled.
What is D2 tool steel used for?
D2 is used for blanking dies, stamping dies, punches, slitters, trim dies, forming tools, and cold work tooling.
What is D6 tool steel used for?
D6 is used for high-wear cold work tools, shear blades, punches, dies, paper blades, plastic blades, and abrasive cutting applications.
Which steel is easier to process?
D2 is generally easier to source and process because more tool shops and heat treaters are familiar with it.