In the demanding landscape of cold-work tool manufacturing, selecting the optimal material grade is not a matter of finding the “best” steel, but rather the most compatible metallurgical solution for specific operational stresses. For engineers managing high-volume production, the choice frequently centers on D2 vs D3 Steel. Both belong to the prestigious high-carbon, high-chrome family, yet their divergence in chemical composition dictates significantly different behaviors under heavy-duty stamping loads.
The Metallurgy of Performance: Defining Grade Standards
To understand the practical implications of a D2 vs D3 Steel specification, one must first look at the fundamental chemistry that defines these alloys. Both grades are designed for applications requiring high wear resistance and compressive strength, but they achieve these goals through different alloying strategies.
What is D2 Steel?
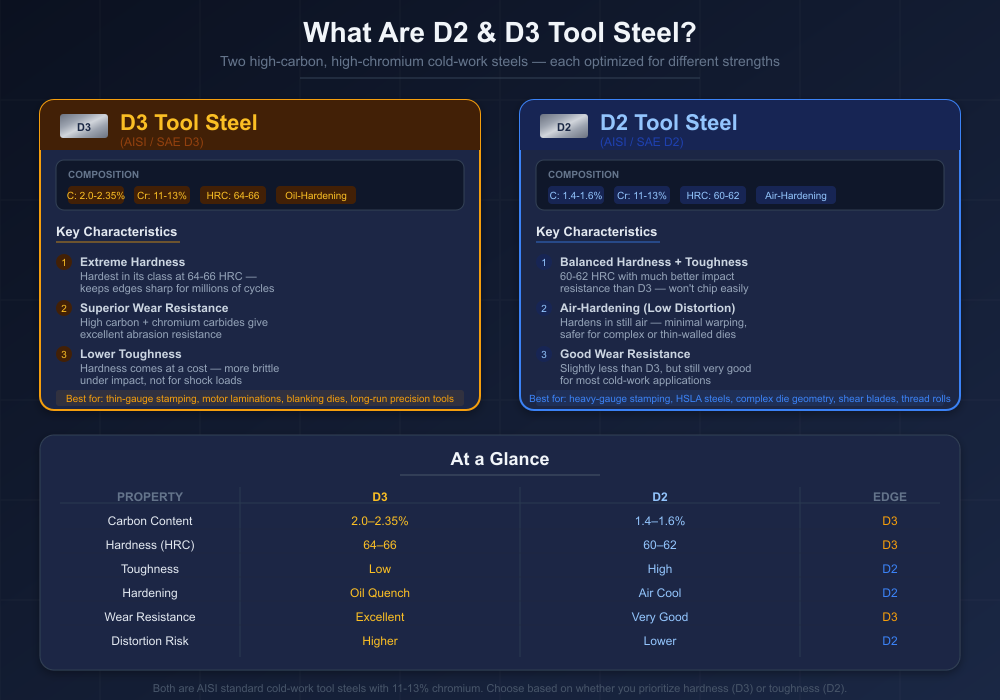
D2 is a high-carbon, high-chromium, air-hardening tool steel. It is characterized by its balanced approach to hardness and toughness. The inclusion of Molybdenum (Mo) and Vanadium (V) allows for a finer grain structure and improved secondary hardening capabilities, making it the industry standard for versatile cold-work applications.
What is D3 Steel?
D3 is the older, more “aggressive” sibling in the high-chrome family. It features a higher carbon content than D2, typically around 2.0% to 2.25%. This high carbon concentration, combined with approximately 12.0% Chromium, creates an incredibly dense network of primary carbides. When analyzing D3 steel properties, the focus is almost exclusively on its extreme resistance to abrasive wear and its high compressive strength.
Chemical Composition and the High-Carbon High-Chrome Matrix
The performance of these steels is a direct result of their high carbon high chrome profile. Chromium provides the necessary corrosion resistance (though not to the level of stainless steel) and promotes the formation of hard carbides. However, the carbon-to-chromium ratio is where the two grades diverge most sharply.
| Element | D2 Steel (%) | D3 Steel (%) | Technical Impact |
| Carbon (C) | 1.40 – 1.60 | 2.00 – 2.35 | Higher carbon in D3 increases wear resistance but lowers toughness. |
| Chromium (Cr) | 11.0 – 13.0 | 11.0 – 13.5 | Defines the “high-chrome” status; forms hard primary carbides. |
| Molybdenum (Mo) | 0.70 – 1.20 | — | Present in D2 for air-hardening and secondary hardness. |
| Vanadium (V) | 0.50 – 1.10 | — | Fine-tunes grain structure in D2 to prevent chipping. |
When comparing D2 vs D3 Steel, the absence of Molybdenum in D3 is a critical distinction. This makes D3 more susceptible to distortion during heat treatment if not managed by an expert, whereas D2’s chemistry allows for a more stable air-quenching process.
Wear Resistance vs. Structural Integrity: The Engineering Trade-off
The primary debate regarding D2 vs D3 Steel often revolves around tool life versus tool failure.
The Case for D3: Abrasive Wear Domination
Because of the elevated carbon levels, D3 steel properties include a massive volume of primary carbides. In projects involving the continuous stamping of thin-gauge, abrasive materials—such as silicon steel or paper-thin laminations—D3 provides a level of abrasive wear resistance that few other cold-work steels can match. It is the “long-distance runner” of the tool room, provided the impact forces remain constant and predictable.
The Case for D2: Structural Resilience
In contrast, D2 vs D3 Steel evaluations often favor D2 when the project involves thick-plate punching or complex geometries. The addition of Vanadium in D2 creates a more refined carbide distribution. This metallurgical “safety net” provides the toughness required to resist chipping (micro-fractures) at the cutting edge. If your project involves lateral forces or variable impact, D2’s structural integrity often results in a more reliable production run.
Heat Treatment and Dimensional Stability
The success of any high carbon high chrome tool depends on the precision of the heat treatment cycle. Here, the D2 vs D3 Steel choice affects the risk profile of the entire manufacturing process.
- D2 Stability: As an air-hardening steel, D2 experiences minimal volumetric change during quenching. This makes it the preferred choice for large, intricate dies where dimensional precision is non-negotiable.
- D3 Response: D3 is typically oil-quenched to achieve its maximum hardness (60-62 HRC). Oil quenching is a more violent thermal event, which increases the risk ofwarping or cracking in large panels.
In modern fabrication, the use of large panel cutting technology is essential when preparing the raw stock for these materials. Because both D2 and D3 are prone to surface stresses during the initial sizing of the block, employing high-precision large panel cutting ensures that the material’s core metallurgical structure remains undisturbed before entering the furnace. This synergy between precision cutting and stable heat treatment is what separates world-class tooling from the average.
Which Grade Aligns with Your Requirements?
To provide a clear decision-making framework for D2 vs D3 Steel, we must categorize the project by its specific mechanical demands.
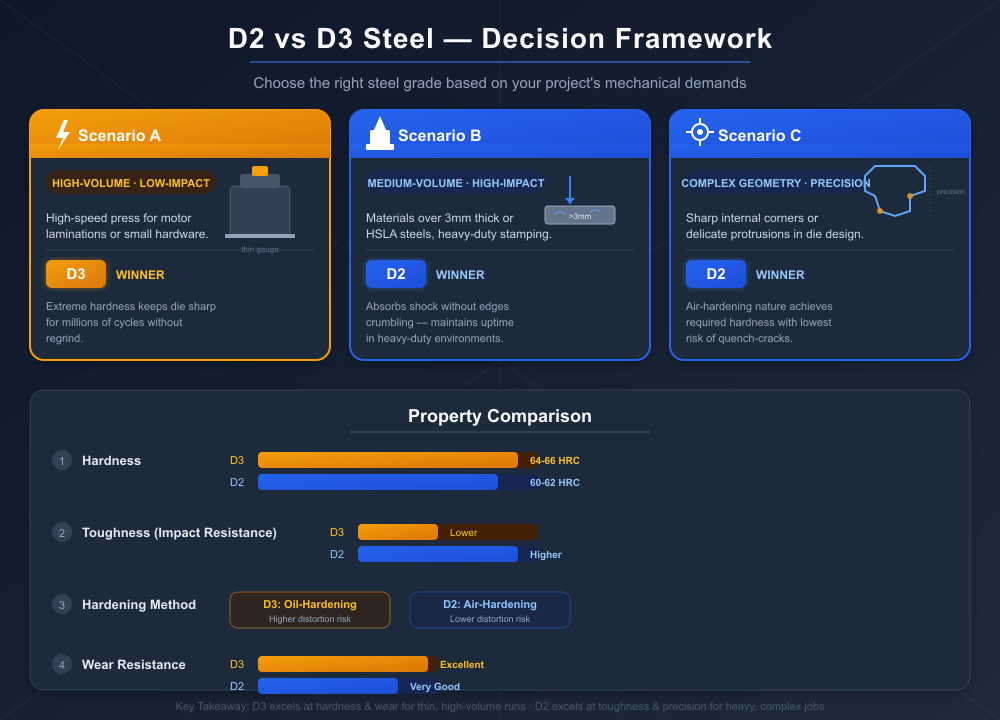
Scenario A: High-Volume, Low-Impact (Thin Gauge)
If you are running a high-speed press for electrical motor laminations or small hardware components, D3 is often the superior choice. The extreme hardness offered by D3 steel properties ensures that the die remains sharp for millions of cycles without requiring a regrind.
Scenario B: Medium-Volume, High-Impact (Heavy Gauge)
For projects involving materials over 3mm thick or high-strength low-alloy (HSLA) steels, theD2 vs D3 Steel comparison shifts toward D2. The ability of D2 to absorb shock without theedges crumbling is vital for maintaining uptime in heavy-duty stamping environments.
Scenario C: Complex Geometry and Precision
When the die design involves sharp internal corners or delicate protrusions, D2’s air-hardening nature is a significant advantage. It allows the tool maker to achieve the required hardness with the lowest possible risk of quench-cracks or unacceptable distortion.
Machinability and Total Cost of Ownership
From a fabrication perspective, the D2 vs D3 Steel decision also impacts the total cost of the tool. D3 is notoriously difficult to grind due to its high carbide content; it has a low “grindability index,” which can lead to increased labor hours and abrasive consumption.
D2, while still a difficult material compared to low-alloy steels, offers a more predictable machining and grinding experience. By utilizing large panel cutting centers to deliver material that is already close to the final dimensions, tool rooms can mitigate the high costs associated with machining these wear-resistant alloys.
Conclusion
When finalizing a D2 vs D3 Steel specification, the decision must be guided by the project’s specific failure risks. Are you more concerned with abrasive wear (die getting dull) or structural failure (die breaking)?
For maximum abrasive resistance in stable, high-volume runs, the D3 steel properties offer a metallurgical advantage that is hard to ignore. Conversely, for projects where versatility, toughness, and dimensional stability are the priorities, D2 remains the undisputed standard. By combining the right alloy with precision processes like large panel cutting, manufacturers can ensure that their tooling investments deliver the highest possible return through minimized downtime and maximized precision.
FAQ
Can D2 be used as a direct replacement for D3?
In many cases, yes. While you may lose some abrasive wear resistance, the gain in toughness often makes the tool more reliable. However, the heat treatment process must be adjusted for D2’s air-hardening requirements.
Why is D3 considered “harder” to grind than D2?
The higher volume of primary chromium carbides in D3 acts like “diamonds” embedded in the steel. These carbides are harder than many standard grinding wheels, leading to rapid wheel wear and potential surface burning.
How does “large panel cutting” affect the final tool?
Precision large panel cutting reduces the mechanical stress introduced to the steel during the initial sizing. This is critical for high carbon high chrome steels to ensure they don’t warp unpredictably during subsequent heat treatment.