If your slitting blades lose their edge every shift while cutting abrasive fiber, non-wovens, or high-density paper, you’re likely stuck in the “D2 trap.” D2 tool steel is a standard, yet it frequently falters when pushed into high-friction, continuous-duty environments. By analyzing the core of A11 vs D2 steel, we can move past vendor brochures and look at why your blades are failing. This guide breaks down the metallurgical reality of these materials and helps you calculate the actual ROI of upgrading your cutting technology.
Understanding the D2 Failure Mechanism
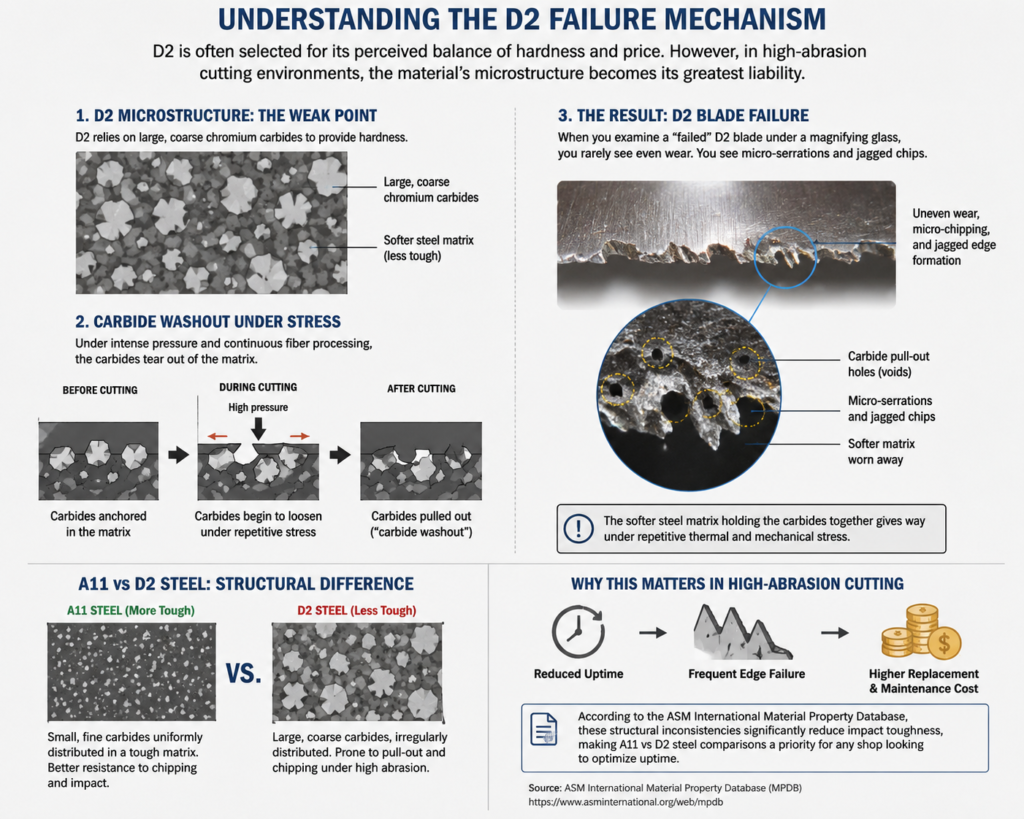
D2 is often selected for its perceived balance of hardness and price. However, in high-abrasion cutting environments, the material’s microstructure becomes its greatest liability. D2 relies on large, coarse chromium carbides to provide hardness. Under the intense pressure of continuous fiber processing, these carbides don’t stay anchored; they tear out of the matrix—a process known as “carbide washout.”
When you examine a “failed” D2 blade under a magnifying glass, you rarely see even wear. You see micro-serrations and jagged chips. This happens because the softer steel matrix holding the carbides together gives way under repetitive thermal and mechanical stress. According to the ASM International Material Property Database, these structural inconsistencies significantly reduce impact toughness, making A11 vs D2 steel comparisons a priority for any shop looking to optimize uptime.
The Metallurgical Edge of Vanadium Carbide Tool Steel
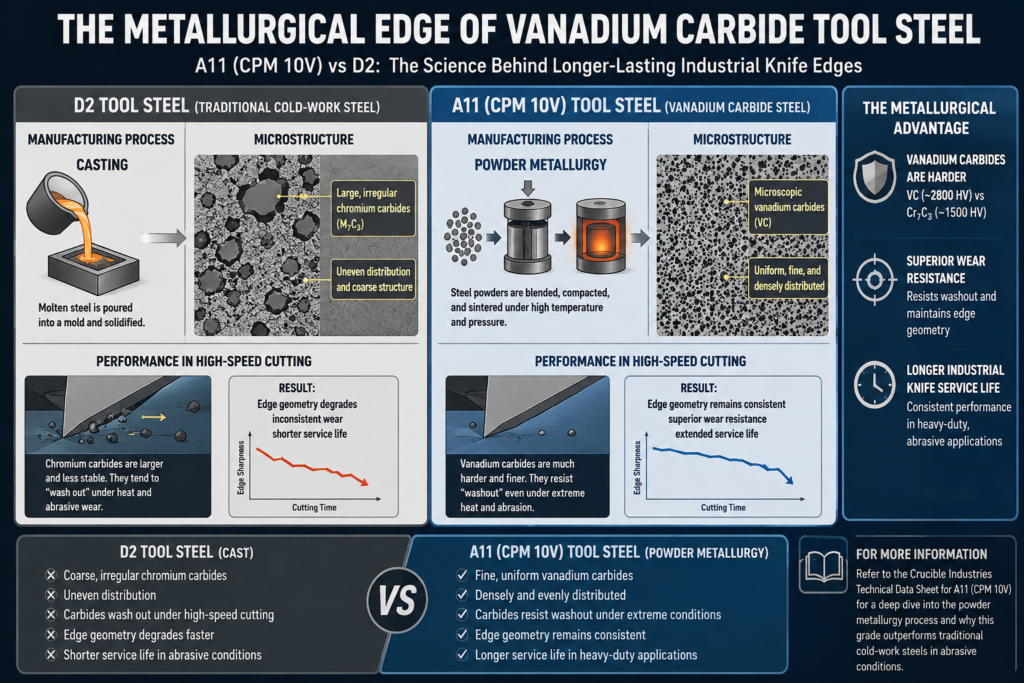
The pivot to vanadium carbide tool steel is primarily a shift in manufacturing philosophy. Unlike D2, which is cast, A11 (CPM 10V) is produced via powder metallurgy. This process creates a refined, uniform matrix where vanadium carbides—which are far harder than chromium carbides—are distributed evenly.
Because these carbides are microscopic and densely packed, they resist “washout” during high-speed cutting. When you compare A11 vs D2 steel, you are effectively choosing between a material that compromises at the structural level and one engineered for consistent edge geometry. This consistency is the secret to extending industrial knife service life in heavy-duty applications. For a deep dive into the powder metallurgy process, refer to the Crucible Industries Technical Data Sheet, which details why this specific grade outperforms traditional cold-work steels in abrasive conditions.
When to Upgrade Your Material
Switching to A11 vs D2 steel requires an honest assessment of your maintenance overhead. It isn’t just about the blade cost; it’s about the total cost of ownership. Use this checklist to determine if your operation is ready for the shift:
1.Downtime Cost Analysis: If your machine sits idle for 30+ minutes for blade changes every shift, the labor cost alone justifies the A11 investment.
2.Material Abrasivity: Are you processing recycled paper, glass-fiber, or carbon-fiber composites? D2 will invariably fail prematurely here, making A11 vs D2 steel a decision between constant maintenance vs. consistent output.
3.Grinding Capabilities: A11 requires CBN (Cubic Boron Nitride) wheels. If your in-house grinding setup is limited to alumina, you will burn the blade edge during maintenance, negating the material’s benefits.
Managing the Grinding Complexity
Many operators hesitate on A11 vs D2 steel because of the sharpening overhead. This is a valid operational concern. If your shop doesn’t have the right equipment, you may struggle. As discussed in this Reddit community thread on r/Machinists, failing to use the correct CBN wheels on vanadium carbide tool steel results in thermal damage, which destroys the edge properties you paid for. Proper grinding isn’t an added cost; it’s a prerequisite for extending industrial knife service life.
For those unfamiliar with the general categorization of these materials, you can read more about Tool Steel classifications on Wikipedia
, which helps clarify why CPM-grade steels behave differently under stress than standard high-carbon steels.
Final Thoughts on Your Cutting Strategy
If your maintenance logs are full of “edge breakdown” notes, stop treating A11 vs D2 steel as a simple swap. Treat it as a transition from reactive maintenance to proactive throughput optimization. While D2 might save you a nominal amount on the invoice, the hidden costs of machine downtime are where your real profit goes.
Evaluate your current blade performance against your machine’s total runtime. If your extending industrial knife service life goals are consistently missed, consult with a heat-treat specialist or tooling supplier to discuss how a transition to vanadium carbide tool steel might stabilize your production line.
FAQ
Does A11 rust faster than D2?
Both have similar corrosion resistance and require a light oil film if your shop environment is humid.
Can I use my existing alumina wheels for A11?
No. Using standard wheels causes thermal stress that ruins the heat treatment. You must switch to CBN wheels.
Is A11 prone to brittle failure?
It is less impact-tough than S7 but holds an edge far better than D2. Avoid heavy impacts, such as staples or loose hardware in the fiber feed.
Why is the A11 vs D2 steel debate so common?
It stems from the transition between legacy “standard” practices and modern high-output manufacturing requirements.
What is the ROI threshold for switching?
If your blade change frequency drops by 50% or more, the ROI usually clears within 60 to 90 days.