S7 vs D2 is not a simple hardness contest. For stamping dies, punches, wear tools, and heavy-impact tooling, the better steel depends on how the tool fails. If the tool wears slowly, D2 may be the better answer. If it chips, cracks, or breaks suddenly, S7 may be the safer choice.
This guide helps buyers and tooling engineers compare toughness vs wear resistance, understand failure patterns, and make a more practical decision when choosing steel for heavy duty stamping.
Why S7 vs D2 Is Really a Failure-Mode Decision
The first question should not be “Which steel is harder?” It should be: “How does the tool fail?”
In S7 vs D2 selection, failure mode is everything. A tool that gradually loses edge sharpness needs a different steel than a tool that breaks at the corner after repeated impact.
The general tool steel classification explains that tool steels are selected based on factors such as hardness, toughness, shock resistance, working temperature, and wear conditions. That is exactly why a single property cannot decide the whole application.
If a stamping die wears out after long production, D2 may be attractive. If a punch snaps before it wears, S7 deserves attention.
S7 Tool Steel: When Toughness Matters More Than Hardness
S7 is a shock resisting tool steel. Its main value is toughness, impact resistance, and resistance to sudden breakage.
MatWeb describes Crucible S7 as a shock resisting tool steel with excellent toughness and high strength, along with low to medium wear resistance. It also notes use in chisels and punches exposed to shock loading.
That makes S7 a strong candidate for:
- heavy-impact punches;
- chisels and breaker tools;
- impact stamps;
- thick plate punching;
- tools with cracking or chipping history;
- operations where downtime from breakage is expensive.
S7 is not chosen because it is the hardest option. It is chosen because it can absorb impact better than many high-wear cold work steels.
D2 Tool Steel: When Wear Resistance and Edge Life Matter More
D2 is a high-carbon, high-chromium cold work tool steel. Its strength is wear resistance and edge retention.
AZoM’s article on D2 tool steel notes that D2 is used for long-run tooling applications where wear resistance is important, including blanking or forming dies and thread rolling dies.
In S7 vs D2 discussions, D2 is often the stronger choice when the main issue is abrasion rather than breakage.
D2 fits applications such as:
- wear dies;
- blanking dies;
- long-run stamping;
- abrasive sheet processing;
- cutting or shearing tools;
- tools losing size because of wear.
The tradeoff is toughness. D2 can perform well in many cold work applications, but under high shock or poor edge support, it may chip or crack.
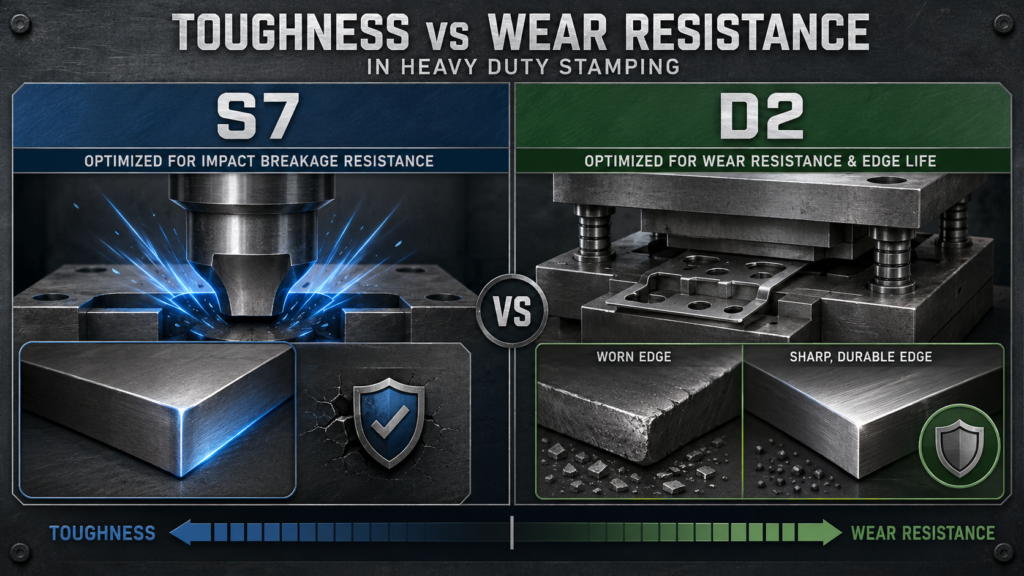
Toughness vs Wear Resistance: What Actually Changes in Tool Life
The easiest way to understand S7 vs D2 is this:
S7 solves breakage. D2 solves wear.
Toughness is the ability to resist cracking and sudden fracture. Wear resistance is the ability to resist surface loss, edge dulling, and dimensional change.
Hardness helps wear resistance, but higher hardness does not automatically mean longer tool life. A very hard tool can still fail early if the working condition is dominated by shock. ASM International’s chapter on heat treating of tool steels explains that tool steels are heat treated to develop specific combinations of wear resistance, resistance to deformation, and resistance to breaking under load.
This is why tool life should be judged by both material and heat treatment. A wrong hardness target can make either grade fail.
Choosing Steel for Heavy Duty Stamping: S7 or D2?
Heavy duty stamping creates compression, impact, friction, edge stress, and repeated cyclic loading. The steel must survive more than one type of force.
For choosing steel for heavy duty stamping, start with the part thickness, production volume, tool geometry, material abrasiveness, and failure history.
Choose S7 when:
- punches crack or break;
- thick plate creates impact shock;
- corners chip before normal wear appears;
- the tool sees repeated impact;
- breakage costs more than faster wear.
Choose D2 when:
- the tool wears gradually;
- production runs are long;
- abrasive wear is the main problem;
- edge life matters more than impact toughness;
- the tool does not show cracking history.
If both wear and breakage happen, do not blame the steel alone. Check clearance, lubrication, heat treatment, tool support, grinding quality, and hardness target.
When D2 Chips or Cracks: Is S7 the Better Fix?
D2 chipping does not always mean D2 is a bad steel. It may mean the job is too shock-heavy for the grade, or the tool geometry is creating stress concentration.
Common causes include:
- excessive impact load;
- poor die clearance;
- brittle heat treatment;
- sharp internal corners;
- grinding burn;
- poor tool support;
- interrupted cutting or stamping.
This is where S7 vs D2 becomes a practical troubleshooting question. If D2 fails by sudden chipping rather than gradual wear, S7 may reduce breakage risk.
But if the D2 tool only wears out after a long run, switching to S7 may not improve life. It may simply trade wear resistance for toughness.
When S7 Wears Too Fast: Is D2 the Better Choice?
S7 vs D2 can also go the other way. S7 may prevent fracture, but it is not usually the best answer for severe abrasive wear.
If an S7 tool stays intact but loses edge sharpness quickly, D2 may be a better fit. D2’s higher carbon and chromium content create stronger wear resistance for many cold work operations.
A technical article by Paulo on S7, D2, and A2 tool steel properties explains that D2 is highly wear resistant, while S7 is valued for shock resistance and high-impact applications. This supports the core tradeoff: wear life versus breakage resistance.
For stamping dies that wear but do not crack, D2 often gives better long-run value.
Heat Treatment Can Make or Break Both Grades
Heat treatment can change any S7 vs D2 decision.
S7 can lose toughness if it is hardened too aggressively. D2 can become more brittle if heat treatment, tempering, or grinding is poorly controlled. A good steel choice can still fail if the final hardness is wrong for the job.
For heavy duty stamping, ask these questions:
- What hardness range is actually needed?
- Is the tool failing by wear or fracture?
- Was the tool properly tempered?
- Were sharp corners or stress risers removed?
- Was grinding controlled to avoid surface damage?
- Is the die clearance suitable for the material?
The steel name matters. The final condition matters just as much.
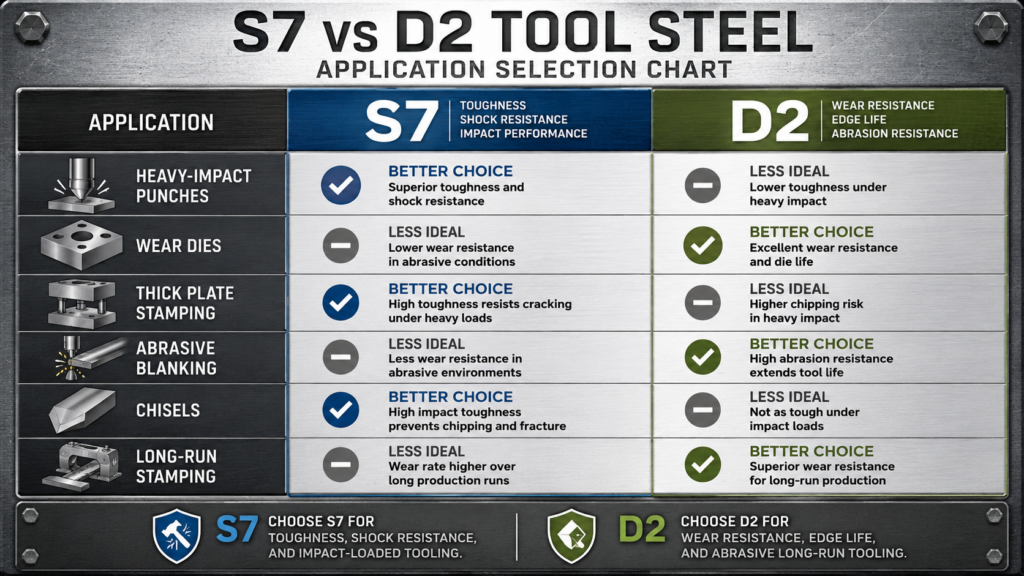
S7 vs D2 Application Selection Table
Use this S7 vs D2 table as a quick selection guide.
| Application or Failure Mode | Better Choice | Reason |
|---|
| Punches breaking under impact | S7 | Higher toughness |
| Dies wearing out slowly | D2 | Better wear resistance |
| Thick plate stamping | S7 | Better crack resistance |
| Long-run abrasive stamping | D2 | Better edge life |
| Chisels and shock tools | S7 | Designed for impact |
| Blanking thin abrasive sheet | D2 | Better abrasion resistance |
| Stamps with cracking history | S7 | Lower breakage risk |
| Tools losing size from wear | D2 | Better wear control |
This table is a starting point, not a substitute for testing. Tool shape, hardness, clearance, lubrication, and production volume can change the best choice.
When Neither S7 nor D2 Is the Right Steel
A professional S7 vs D2 answer should also explain when neither grade is ideal.
If the tool needs both higher toughness and better wear resistance than standard grades can provide, A2, DC53, powder metallurgy tool steels, coatings, or surface treatments may be worth evaluating.
If the tool works in hot forging, die casting, or thermal cycling, H13 may be more appropriate than either S7 or D2.
If the part is only a shaft, fixture, or structural support, a general alloy steel such as 4140 may be more economical.
The goal is not to force every problem into two grades. The goal is to match the steel to the real failure mode.
Conclusion
S7 vs D2 is not about which steel is universally better. It is about whether your tool fails by wear or by breakage.
S7 is the better direction when punches, stamps, or dies crack under impact. D2 is the better direction when the tool stays intact but wears out too fast. For choosing steel for heavy duty stamping, start with the failure mode, then confirm hardness, heat treatment, clearance, lubrication, and production conditions.
When the decision is still unclear, test both grades under real operating conditions before committing to large-scale tooling. The right tool steel should reduce downtime, control tooling cost, and match the actual way your tools fail.
FAQ
Is S7 tougher than D2?
Yes. S7 is generally tougher and better for shock-loaded tools, impact punches, chisels, and tools that break suddenly.
Is D2 more wear resistant than S7?
Usually yes. D2 is normally better when abrasive wear, edge life, and long-run stamping performance are the main concerns.
Which is better for stamping dies, S7 or D2?
It depends on the failure mode. Choose S7 for cracking or breakage. Choose D2 for gradual wear and edge loss.
Can S7 replace D2?
Yes, when D2 fails by chipping or cracking. But if the main problem is wear, S7 may not last longer.
Can D2 be used for impact tools?
D2 can handle some moderate-impact work, but it is not the first choice for severe shock or repeated heavy impact.
What is the best steel for heavy duty stamping?
There is no single answer. For thick plate and impact breakage, S7 is often safer. For abrasive wear and long production runs, D2 is often better.