When a high-pressure die casting tool cracks unexpectedly, the upfront expense of the replacement block is just a small fraction of the financial damage caused by the hours or days a production line sits idle. For years, standard AISI H13 has served as the reliable workhorse of the industry, but as modern automotive and structural casting demands faster cycle times and larger components, this traditional alloy frequently hits its physical limits. Choosing between Dievar vs H13 is no longer just a technical debate for metallurgists; it is a critical financial decision for factory owners looking to eliminate costly downtime and discover how to extend die casting mold life through smarter, value-driven material investments.
Table of Contents
The Metallurgy of Dievar vs H13: Why Baseline Steels Fail
To understand why a premium tool steel pays off, we must look at what happens to a mold cavity under heavy production loads. High-pressure die casting subjects tool steel to severe cyclical thermal shocks. Molten alloys strike the die surface at extreme temperatures, followed rapidly by aggressive water-based cooling sprays, creating a constant cycle of expansion and contraction.
Standard H13 tool steel relies on a conventional alloy balance that is inherently prone to microstructural segregation. Under relentless thermal cycling, these microscopic variations become initiation sites for thermal fatigue cracking, commonly known as heat checking. Detailed experimental data on how these thermal crack propagation rates correlate with material micro-cleanliness can be found in the comprehensive study published in Surface and Coatings Technology When evaluating the core mechanical breakdown of Dievar vs H13, this microstructural fatigue is where H13 consistently loses ground compared to higher-grade, premium alternatives.
Developed by Uddeholm, Dievar is a proprietary high performance hot work steel produced via advanced electroslag remelting (ESR) techniques. This highly controlled chemistry yields exceptionally uniform properties in all directions. While H13 tends to soften and lose yield strength when exposed to prolonged operational heat, Dievar maintains its core hardness, effectively stopping micro-cracks before they turn into major structural failures.

Upfront Material Cost vs. Total Cost-Per-Shot
The primary objection to premium steels always comes from the purchasing department: “The raw material costs significantly more per unit than standard H13.” While that initial price difference is accurate, evaluating Dievar vs H13 based solely on the raw material invoice is a misleading way to measure production efficiency. When you run a strict comparison of Dievar vs H13 across a high-volume project, the premium option often becomes the superior economic choice.
When evaluating the financial baseline of Dievar vs H13, the premium material significantly reduces the direct tooling cost per part over the life of the mold. A deeper analysis of Dievar vs H13 shows that these numbers don’t even include the catastrophic costs of unexpected production downtime.
As outlined in a manufacturing cost breakdown by Hotean CNC on die casting tooling lifespans, a single unscheduled tool change can easily consume a significant portion of a week’s production time. If your die casting cell generates substantial value per hour, a long-duration shutdown due to a cracked H13 insert results in massive financial losses—proving that in the battle of Dievar vs H13, cutting corners on the alloy selection can completely wipe out any minor savings gained from buying a cheaper steel block.
Manufacturing Strategies and Heat Treatment Protocols
Choosing the right alloy is only part of the equation; you must also execute the manufacturing process correctly. The unique properties that allow Dievar to outperform ordinary alloys during production also introduce specific challenges during tool fabrication, making the shop-floor execution of Dievar vs H13 a critical phase of toolmaking.
Machining and Fabrication
Standard H13 offers predictable machinability. Due to its high cleanliness and fine alloy structure, Dievar presents higher resistance during roughing operations. When machinists transition from Dievar vs H13, toolmakers must prioritize high-quality, coated carbide cutters and carefully managed feed speeds to prevent work-hardening the metal surface during milling.
Critical Heat Treatment Rules
To unlock the full performance of a premium alloy, you cannot cut corners during heat treatment. The official Uddeholm Dievar Technical Manual emphasizes that the material requires a strict, uniform austenitizing temperature paired with a rapid gas quench in a vacuum furnace. A side-by-side processing study of Dievar vs H13 reveals that if the cooling rate drops below the specified limits, Dievar may not reach its full potential, emphasizing the need for professional heat treatment.
How to Extend Die Casting Mold Life with Holistic Engineering
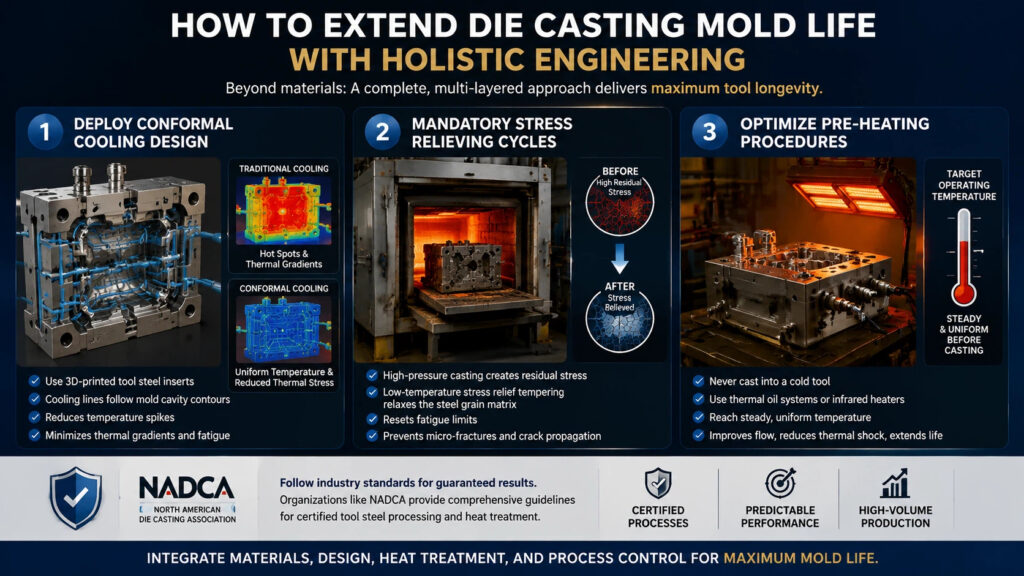
Upgrading your raw material is an excellent first step, but achieving maximum tool longevity requires a complete, multi-layered engineering approach. If you want to know how to extend die casting mold life to its absolute limits, look beyond the core debate of Dievar vs H13 and apply these three core factory strategies:
1.Deploy Conformal Cooling Design: Combine premium materials with modern manufacturing methods like 3D-printed tool steel inserts. Integrated cooling lines that follow the exact contours of the mold cavity reduce high-temperature spikes and minimize thermal gradients.
2.Mandatory Stress Relieving Cycles: High-pressure casting creates cumulative residual stresses. Scheduling regular low-temperature stress relief tempering relaxes the steel grain matrix, resetting its fatigue limits before micro-fractures can form.
3.Optimize Pre-Heating Procedures: Never inject molten alloy into a cold tool. Always use integrated thermal oil systems or infrared heaters to bring the mold block up to a steady operational temperature before starting production.
For major projects, industry bodies like the North American Die Casting Association (NADCA) publish comprehensive guidelines regarding certified tool steel processing. Following these standards guarantees that your investment in premium metallurgy translates directly into predictable, high-volume production output.
Conclusion
When analyzing Dievar vs H13, the final choice comes down to your production volume goals and business model. For short prototype runs or low-volume parts where tooling costs dominate the budget, standard H13 remains a sensible, functional option.
However, for high-volume, automated production lines, trying to cut costs on core tool steel is an expensive operational mistake. Upgrading to a premium high performance hot work steel like Dievar protects your factory from unexpected downtime, lowers your total cost per part, and ensures steady delivery schedules. By understanding the mechanical differences and focusing on the true lifetime value of Dievar vs H13, forward-thinking managers can transform their tooling choices from a simple purchasing expense into a highly profitable strategic advantage.
FAQ
Can I replace an existing H13 insert directly with Dievar without altering the mold base?
Yes. When swapping Dievar vs H13, both materials behave similarly regarding thermal expansion and density, meaning you can drop a Dievar insert into your current mold bases without modifying machining coordinates.
What is the ideal hardness range for Dievar in aluminum die casting applications?
For typical aluminum high-pressure casting, Dievar delivers excellent results when hardened to a range that balances high yield strength to resist erosion with enough fracture toughness to prevent cracking.
Does Dievar require different welding and repair procedures than H13?
Yes. When managing tool maintenance for Dievar vs H13, Dievar requires matching TIG welding rods due to its refined chemistry, followed by careful post-weld stress relieving to maintain structural integrity.