If your multi-thousand-dollar aluminum die casting inserts are splitting or showing web-like cracks after just 5,000 cycles, you are likely facing an expensive metallurgical miscalculation. This guide directly resolves the industry-wide debate of 1.2343 vs 1.2344 by breaking down exactly why maximizing impact toughness prevents sudden crack propagation, and when you must prioritize high temperature resistance instead. By the end of this article, you will know how to choose the right hot-work grade for your specific tooling geometry, eliminating unexpected downtime and premature mold failure.
1.2343 vs 1.2344 Chemistry
To understand why tool steels behave differently under intense thermal stress, we must look directly at their chemical composition. When evaluating 1.2343 vs 1.2344, the single most critical factor is the concentration of vanadium.
While both alloys share an identical chromium (5.0%) and molybdenum (1.3%) base, 1.2343contains roughly 0.3% vanadium, whereas 1.2344 increases this amount to a full 1.0%. Thisseemingly minor structural modification alters the microstructural lattice of the material duringthe quenching and tempering stages.
Decoupling International Equivalents
Procurement departments frequently struggle with shifting material designations across international supply chains. To clarify the cross-border standards:
- What is 1.2343 material equivalent to? This grade corresponds directly to the North American H11 standard under ASTM A681.
- What is the steel equivalent of 1.2344? This alloy is the direct counterpart to the globally recognized H13 tool steel.
Therefore, looking at 1.2343 vs 1.2344 through a chemical lens is essentially conducting anengineering assessment of H11 vs H13 steel. The extra vanadium in the 1.2344 compositioncreates heavy concentrations of hard vanadium carbides (V4C3). These microscopiccompounds act as structural anchors that lock the iron matrix in place, preventing the steelfrom softening under extreme heat.
However, this increased carbide density introduces a distinct engineering trade-off: it reduces the material’s raw ability to flex under sudden mechanical impacts.
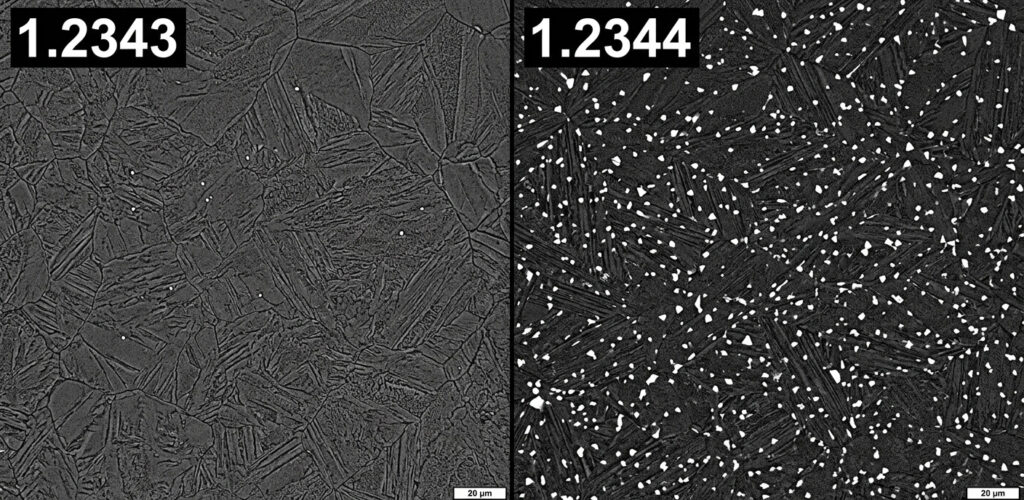
Comparison of thermal fatigue resistance between 1.2343 and 1.2344 in high-temperature processing
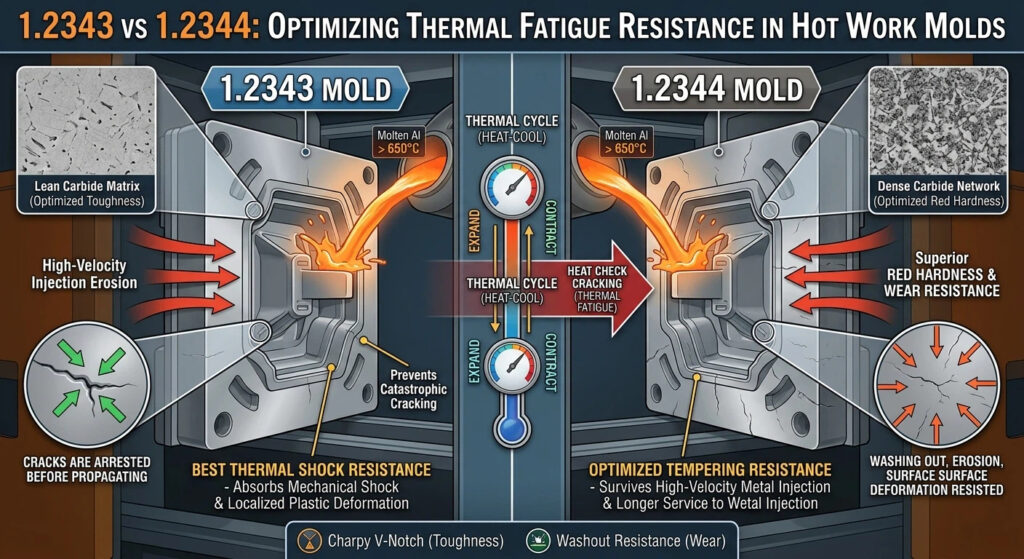
When molten aluminum hits a mold at temperatures exceeding 650°C, the surface of the tool expands rapidly. Seconds later, when the part is ejected and water-based lubricants are sprayed onto the hot metal, the surface temperature plummets, causing a violent contraction. This severe cyclical stress is the root cause of heat check cracking in die casting.
This is where the debate over 1.2343 vs 1.2344 shifts from a lab setting to the factory floor. The continuous cycle of expansion and contraction creates immense thermal-mechanical stress vectors. To survive this harsh operating environment, a material requires an optimized level of thermal fatigue resistance in hot work.
Conducting a deliberate 1.2343 vs 1.2344 impact toughness comparison reveals that the lower vanadium content of 1.2343 provides significantly higher Charpy V-notch values. Because it lacks the dense network of brittle primary carbides found in H13, 1.2343 can absorb localized plastic deformation more effectively. This allows the tool to arrest micro-cracks before they propagate across the mold surface, making it the best hot work tool steel for thermal shock resistance.
Conversely, 1.2344 relies on its superior red hardness under elevated temperature. While it may develop micro-fissures earlier than its rival, it resists surface deformation, washing out, and erosion caused by the high-velocity injection of molten metal. If your primary failure mode is mold wear rather than catastrophic cracking, the higher tempering resistance of 1.2344 makes it the logical choice.
Solving the Cracking Dilemma: Is 1.2343 Better Than 1.2344 for Large Die Casting Inserts?
To solve the core question—Is 1.2343 better than 1.2344 for large die casting inserts?—engineers must analyze the geometric mass of the tooling. Large structural automotive parts, such as shock towers, battery trays, and engine blocks, require massive mold blocks. These large cross-sections undergo extreme thermal gradients, where the center of the block remains hot while the outer skin cycles between hot and cold.
For these massive components, 1.2343 is undeniably superior. Large inserts are highly prone to catastrophic gross cracking due to the sheer volume of internal stresses. The enhanced fracture toughness of 1.2343 provides an engineering safety net, preventing sudden, expensive structural failures during production.
Our standard engineering comparison of 1.2343 vs 1.2344 outlines clear boundaries for shop floors to follow:
| Tooling Characteristic | Recommended Grade | Primary Technical Justification |
| Large Structural Inserts (>500mm) | 1.2343 (H11) | Superior fracture toughness prevents sudden gross cracking across large masses. |
| Small Cores & Ejector Pins | 1.2344 (H13) | Maximum resistance to sliding wear and thermal washout at the gate areas. |
| Complex Cavities with Sharp Radii | 1.2343 (H11) | Mitigates stress concentrations at internal geometric corners under thermal shock. |
| High-Volume Moving Sliders | 1.2344 (H13) | Maintains long-term surface yield strength and resists mechanical friction. |
Heat Treatment and Processing Secrets for Premium Tooling
Selecting the correct alloy designation is only the first step. To truly unlock the mechanical potential of these steels, specifying the melting and heat treatment methods is crucial. When choosing 1.2343 vs 1.2344, specifying premium processing matters just as much as the chemical composition.
For critical hot-work tooling, procurement teams should mandate DIN 1.2343 ESR vs 1.2344 ESR material configurations. Electroslag Remelting (ESR) cleanses the steel of non-metallic sulfur and phosphorus inclusions, creating a highly homogeneous grain structure. This refinement ensures that the impact properties remain uniform in both longitudinal and transverse directions, minimizing the risk of internal micro-voids initiating early failures.
Furthermore, proper execution of the tempering cycle is essential for maximizing mold longevity. Technicians must consult a reliable 1.2344 steel tempering temperature and hardness chart to ensure the metal achieves its secondary hardening peak. This typically requires three distinct tempering cycles above 550°C to transform unstable residual austenite into stable tempered martensite. For an uncompromised breakdown of these microstructural phases and their corresponding thermal fatigue variables, engineers can reference the peer-reviewed research hosted in the comprehensive ScienceDirect Hot-Work Tool Steel Literature Repository.
Conclusion
Overcoming early thermal fatigue on your casting lines requires moving past generic material standards. In summary, choosing between 1.2343 vs 1.2344 is not about finding a superior steel, but rather about matching specific metallurgical characteristics to the unique geometry and stress profiles of your tooling. By leveraging the high impact toughness of 1.2343 for large structural components and reserving the excellent red hardness of 1.2344 for wear-heavy zones, you can eliminate unexpected heat-checking failures and substantially optimize your manufacturing budget.
FAQ
How do I prevent early thermal fatigue in aluminum die casting dies?
Ensure your material undergoes an electroslag remelting (ESR) process, maintain working hardness within 46–50 HRC, and utilize pre-heating protocols to minimize the initial thermal shock of production starts.
What is the core difference between 1.2343 and 1.2344 steel?
The core difference is vanadium content. 1.2343 has 0.3% vanadium for optimized fracturetoughness, while 1.2344 features 1.0% vanadium for superior wear and red hardness.
Can I use 1.2343 and 1.2344 interchangeably in the shop?
No. For deep, complex cavities experiencing extreme thermal shock, the 1.2343 vs 1.2344 debate favors the former due to its crack-arresting properties. Using 1.2344 in these scenarios can lead to early failure along sharp internal corners.
Why does 1.2344 resist surface washout better than 1.2343?
The higher volume of vanadium carbides in 1.2344 blocks the abrasive action of high-velocity molten metal, preventing the surface from softening under continuous thermal exposure.
Does a complete inventory swap make economic sense?
While it is tempting to unify your inventory, replacing 1.2343 vs 1.2344 completely can lead to premature washout in smaller components, or catastrophic cracking in massive structural inserts.