In the high-stakes environment of plastic extrusion, the choice of mold steel is rarely just about hardness. For engineers dealing with PVC, the decision often boils down to a head-to-head comparison: 1.2083 vs 1.2316. While both are categorized as stainless tool steels, the operational reality of processing PVC—a polymer that releases aggressive hydrochloric acid (HCl) gas when heated—makes the choice far more consequential than it appears on a spec sheet.
Choosing the wrong steel leads to a cycle of expensive failures. You see it in the form of micro-pitting on the die surface, followed by “drag marks” on the finished product, and eventually, a total shutdown for unplanned maintenance. To prevent this, we need to look at the metallurgy of 1.2083 vs 1.2316 through the lens of chemical resilience.
1.2083 vs 1.2316 for Plastic Tooling
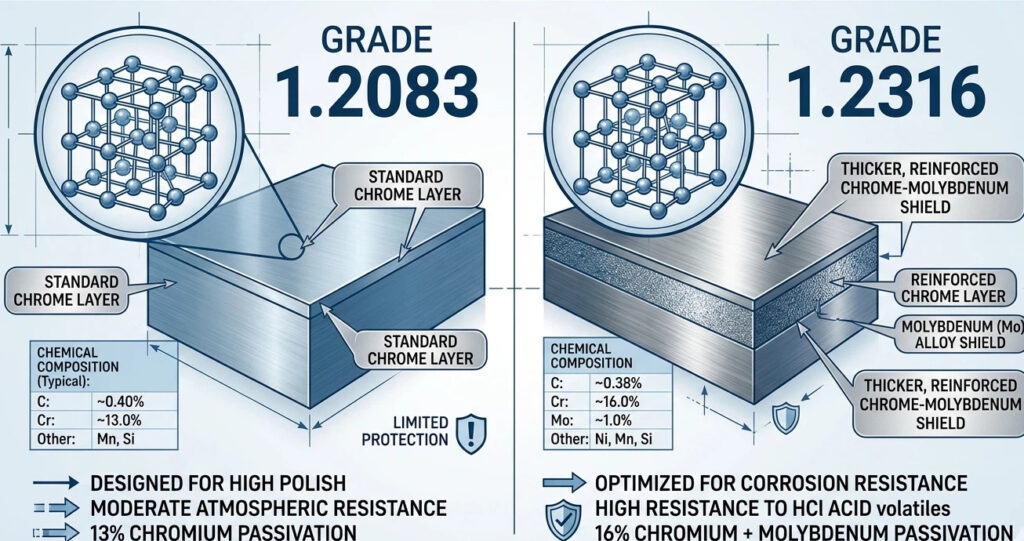
To understand why these two steels perform differently, we have to look at their chemical “DNA.” Both steels are martensitic stainless grades, but their alloy balance is tuned for different priorities. 1.2083 (AISI 420) was historically the “go-to” for high-polish molds. It offers roughly 13% chromium, which provides decent atmospheric corrosion resistance.
However, when we evaluate 1.2083 vs 1.2316, the latter is essentially a “modified” version of 420 steel, specifically engineered to handle corrosive volatiles. 1.2316 increases the chromium content to approximately 16% and adds a strategic 1% of Molybdenum. According to the DIN EN ISO 4957 standard, this higher alloy content is what creates the “super-passivation” layer required for chemical processing.
Why 1.2316 Outperforms 1.2083 in PVC Extrusion
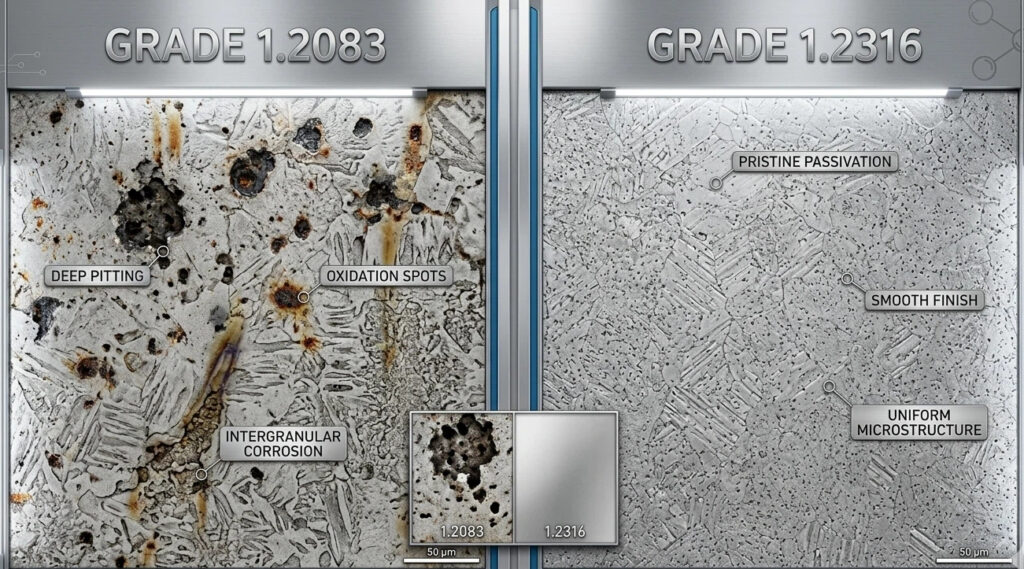
The “Why” is found in the chemistry of PVC degradation. During extrusion, PVC undergoes thermal dehydrochlorination. This process releases HCl gas. In a standard 1.2083 vs 1.2316 trial, the 1.2083 steel often fails because its 13% chromium isn’t enough to withstand the “pitting corrosion” triggered by chloride ions.
1.2316 outperforms its counterpart because of the Molybdenum (Mo) addition. Molybdenum significantly increases the Pitting Resistance Equivalent Number (PREN). While 1.2083 is designed for optical clarity and basic rust resistance, 1.2316 is built for corrosion resistance for PVC dies. This Mo-content acts as a chemical stabilizer, preventing the acid from penetrating the grain boundaries of the steel.
Furthermore, 1.2316 offers a more uniform carbide distribution. In PVC extrusion, where the melt pressure is high and the chemical attack is constant, any metallurgical inconsistency in the steel becomes a point of failure. The refined structure of 1.2316 ensures that the die wears evenly, maintaining the profile’s dimensional accuracy over millions of cycles.
The Practicality of Pre-hardened Stainless Steel
A common mistake in tool procurement is ignoring the “total cost of ownership.” 1.2083 is frequently sold in an annealed state, requiring the toolmaker to perform vacuum heat treatment after machining. This adds time, cost, and the risk of dimensional distortion.
In contrast, 1.2316 is almost universally supplied as a pre-hardened stainless steel, typically in the 28-32 HRC (280-325 HB) range. For a toolroom, the benefits of using pre-hardened stainless steel are immediate:
1.No Heat Treat Distortion: You machine the die to its final dimensions without worrying about the steel “moving” in the furnace.
2.Immediate Tooling: You bypass the 5-7 day wait for a heat treatment vendor.
3.Consistency: Because the steel is hardened at the mill, the hardness is uniform from the surface to the core of the block.
When comparing 1.2083 vs 1.2316, the “pre-hard” state of 1.2316 makes it the superior choice for fast-track projects where the die geometry is complex and tolerances are tight.
Maximizing Corrosion Resistance for PVC Dies
If you are running unplasticized PVC (uPVC) or high-filler compounds, the abrasive and chemical wear on your die is extreme. This is where the debate over 1.2083 vs 1.2316 ends for most professional extruders. To achieve a high corrosion resistance for PVC dies, you need the “Molybdenum Effect.”
Research published in the Journal of Materials Processing Technology regarding corrosion in polymer processing confirms that steels with Cr levels above 15% and added Mo show a 40-60% reduction in mass loss when exposed to acidic volatiles. For a factory manager, this means the difference between a die that lasts 24 months and one that needs a rebuild after 6 months.
Choosing 1.2316 isn’t just about picking a better steel; it’s about reducing the frequency of die-head cleaning. A die made from 1.2316 maintains its “slip” longer, meaning less polymer buildup and fewer “burnt” spots on your profiles.
The Hidden Costs of 1.2083 in Acidic Environments
We often hear the argument that 1.2083 is cheaper per kilogram. While true, this is a “false economy.” When you evaluate 1.2083 vs 1.2316, you must factor in the cost of chrome plating. Many operators use 1.2083 and then apply a hard-chrome layer to improve its corrosion resistance for PVC dies.
The problem? Plating eventually flakes. Once the HCl gas finds a microscopic crack in the chrome, it eats the 1.2083 underneath, causing the plating to delaminate. 1.2316 provides “through-body” protection. Even if the surface is scratched or worn, the underlying metal remains resistant to acid. In a direct 1.2083 vs 1.2316 comparison, the 1.2316 die always wins on the “maintenance-per-ton” metric.
Final Decision
The math for a modern extrusion facility is clear. If you are processing corrosive polymers, the decision between 1.2083 vs 1.2316 should be based on metallurgical capability, not initial price.
1.2083 is an excellent steel for general-purpose molding, but it lacks the chemical “grit” to survive the HCl byproduct of PVC. By investing in 1.2316, you are leveraging a pre-hardened stainless steel that eliminates heat-treat risks and provides the maximum corrosion resistance for PVC dies.
FAQ
Is 1.2083 ever better than 1.2316 for PVC?
Only if you require a “mirror” optical finish (like for lenses) and are processing extremely stable, low-corrosion PVC. For standard industrial extrusion, 1.2316 is the correct technical choice.
Why is 1.2316 usually sold as pre-hardened stainless steel?
To maximize its corrosion resistance. The mill-hardening process ensures the chromium and molybdenum are perfectly in solution, providing the best possible defense against acid.
How does the price of 1.2083 vs 1.2316 compare?
1.2316 is typically 15-25% more expensive upfront. However, when you factor in the saved heat treatment costs and the 2x longer tool life, it is significantly cheaper in the long run.
Does 1.2316 require special welding wire?
Yes. If you need to repair a 1.2316 die, you must use a matching Cr-Mo-Ni filler rod to ensure the weld area has the same corrosion resistance for PVC dies as the base metal.