If you are engineering massive injection molds, you already know the sinking feeling of machining deep into a heavy steel block only to discover the metal is too soft. This is known in the tooling industry as the soft core issue in mold blocks. It is an expensive and frustrating problem that halts production.
Navigating this complex metallurgical challenge requires a reliable Large Section Tool Steel Guide. Selecting the wrong steel grade for blocks thicker than 500mm inevitably leads to collapsed parting lines, uneven wear, and costly tool reworks. As molds get larger for the automotive and appliance industries, the margin for error shrinks.
In this comprehensive Large Section Tool Steel Guide, we will break down the thermodynamics behind these core failures. We will look past the marketing terminology and dig into the engineering data. Our focus will be specifically analyzing the performance of two major players in the pre-hardened market.
The Physics of Heat Treatment: Why Massive Blocks Fail at the Core
When a steel mill quenches a 10-ton steel block, the rapid temperature drop does not happen evenly. The surface cools rapidly, but the massive center retains intense heat for hours. This delay in cooling is a fundamental principle known as the mass effect in heat treatment.
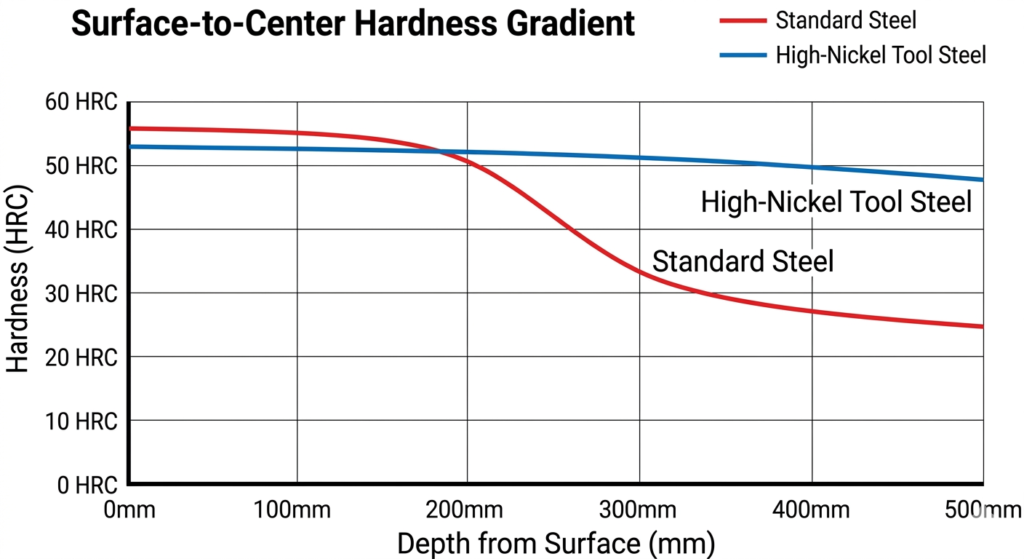
Because the center cools so slowly, the martensitic transformation is incomplete. The microstructure in the center turns into softer bainite or pearlite. This physical reality creates a severe surface-to-center hardness gradient. You might measure a perfect 38 HRC on the surface of the block, but only hit a dismal 28 HRC at the core.
Consulting a proper Large Section Tool Steel Guide is critical to predicting this rapid drop-off in mechanical strength. Without understanding this data, toolmakers face severe risks. A soft core leads to compromised dimensional stability for large plates during the aggressive CNC roughing process, causing the steel to warp unexpectedly.
When internal stresses are released during machining, a block with poor core strength will move. Using a Large Section Tool Steel Guide to select materials with high hardenability ensures that the physical properties remain stable from the outer skin to the exact center of the block.
Analyzing the P20+Ni Category: The Role of Nickel
To combat poor core hardness, metallurgists evolved standard P20 by adding Nickel (Ni) into the alloy matrix. This created the P20+Ni tool steel family. Nickel is a magical element in metallurgy; it dramatically improves through-hardenability, allowing the cooling transformation to reach much deeper into the thickest steel blocks.
This brings us to the core comparison of 718H vs 1.2738. It is important to understand their market origins and slight chemical variations. 718H is widely recognized in Asian markets and is heavily influenced by legacy Swedish tooling standards. It is a workhorse material found in thousands of global machine shops.
On the other hand, 1.2738 is the strict European DIN standard formulation. When comparing 718H vs 1.2738, many engineers assume they are identical drop-in replacements. While they are chemically similar, a detailed Large Section Tool Steel Guide reveals distinct performance differences when material thicknesses exceed 800mm.
The strict chemical parameters of DIN 1.2738, particularly its optimized chromium-nickel-molybdenum balance, offer a slight but crucial edge in massive cross-sections. This specific alloy ratio stabilizes the continuous cooling transformation (CCT) curve. This makes 1.2738 the preferred choice for European automotive tooling programs.
Deep Cavity Machining and Polishability Requirements
When you mill deep cavities for automotive bumpers, dashboard panels, or large appliance housings, you are exposing the very core of the steel block. If that core is soft, your cutting tools will suddenly experience inconsistent cutting resistance as they move from hard to soft zones.
This inconsistency causes tool chatter, premature insert wear, and incredibly poor surface finishes. According to our internal Large Section Tool Steel Guide, achieving a stable, uniform core hardness translates directly to faster, more predictable CNC machining times. You can run your machines “lights-out” without fear of tool breakage.
Furthermore, the polishability of deep cavity molds relies completely on a consistent, dense microstructure. A soft core often contains coarse, segregated grain structures. When polishers work on these soft, uneven areas, the material smears rather than cuts cleanly.
This smearing results in the dreaded “orange peel” effect. Upgrading to a premium, highly controlled grade within the 718H vs 1.2738 spectrum prevents this issue. It ensures that mold makers can achieve high-gloss, mirror finishes even at the deepest bottom of a 500mm deep cavity.
Industry Standards and Through-Hardenability Verification
It is vital to back up material procurement choices with international metallurgical data. When evaluating any Large Section Tool Steel Guide, engineers and purchasing managers should immediately refer to the official DIN EN ISO 4957 standards.
This standard clearly outlines the tool steel chemical specifications required for different dimensional limits. Adhering to these global benchmarks guarantees baseline quality. (Reference: ISO 4957:2018 Tool Steels).
Additionally, ASM International provides extensive, peer-reviewed documentation on how alloying elements dictate the hardenability curve of thick metals. According to ASM metallurgical data, the addition of approximately 1% Nickel pushes the “nose” of the Time-Temperature-Transformation (TTT) curve to the right. This allows for a slower cooling rate at the core without losing the desired martensitic hardness. (Reference: ASM International Handbooks and Alloy Phase Diagrams).
By strictly adhering to these established metallurgical principles, steel mills can guarantee that the material will perform as expected. This allows engineers to design massive molds with absolute confidence, knowing the metal possesses true cross-sectional hardness uniformity.
Strategic Procurement Recommendations for Tool Makers
How do you finally choose between these two excellent materials? Every practical Large Section Tool Steel Guide must address the cost-to-benefit ratio for the final user. It is not just about the best steel; it is about the right steel for the specific job.
If your mold base design is under 500mm in thickness, standard 718H will usually provide excellent performance and exceptional value. It is readily available in global supply chains, offers fantastic machinability, and responds well to standard heat treatments.
However, if your engineering design requires a block exceeding 600mm to 1000mm, or if the mold requires highly aggressive deep cavity milling, shifting to the strict DIN 1.2738 specification is the safer bet. The increased hardenability acts as an insurance policy against core failure.
Relying on this Large Section Tool Steel Guide methodology ensures you do not waste project budgets on over-engineering small molds. Simultaneously, it protects your heavy financial investments on massive, high-stakes tooling projects.
Always request an ultrasonic testing (UT) report and a physical hardness map from your steel supplier. Real-world physical testing is the only definitive way to verify the core integrity of the block you are purchasing.

Final Thoughts on Massive Mold Steel Selection
Engineering massive plastic injection molds is a high-stakes manufacturing game. The cost of raw material is inherently high, but the financial cost of a failed mold mid-production is completely catastrophic.
By understanding the mass effect in heat treatment and prioritizing through-hardenability, you can actively protect your tooling investments. The technical debate of 718H vs 1.2738 is ultimately not about one being “bad” and the other “good.” It is entirely about mitigating risk in massive cross-sections.
FAQ
What is the maximum thickness recommended for standard, non-nickel P20 steel?
Standard P20 (without Nickel additions) is generally only recommended for block thicknesses up to 400mm. Beyond this dimension, the surface-to-center hardness gradient becomes far too severe, resulting in an unusable soft core for precision molding.
Is there a noticeable difference when machining 718H vs 1.2738?
For surface roughing, the machinability is very similar because both belong to the P20+Ni tool steel family. The critical difference is noticed during deep cavity machining. Because 1.2738 maintains a more consistent hardness at the center, it significantly reduces tool wear and chatter at depth.
How does vacuum degassing (VD) help massive mold blocks?
Vacuum Degassing removes harmful hydrogen and oxygen gases from the molten steel during pouring. This prevents internal micro-cracks, reduces porosity, and significantly improves the polishability of deep cavity molds.
Can I apply surface treatments like nitriding to these massive blocks?
Yes. Both materials respond exceptionally well to nitriding. However, starting with uniform core hardness guarantees that the hard nitrided layer will have a stable, unyielding foundation to sit upon, preventing “eggshell” cracking under high injection pressures.