In the precision-driven world of plastic injection molding, selecting the right substrate for a mold base or cavity insert is a high-stakes decision. For most engineers, the choice often narrows down to a head-to-head comparison: 1.2311 vs 1.2312 Steel. While both materials are categorized as pre-hardened, chrome-manganese-molybdenum steels, their distinct chemical profiles dictate vastly different behaviors during CNC milling and final hand-polishing.
Commonly recognized as a P20 equivalent in the global market, these European DIN standard steels (40CrMnMo7 and 40CrMnMoS8-6) serve as the “workhorse” of the tooling industry. However, the addition of sulfur in one of these grades represents a metallurgical fork in the road that every shop manager must understand.
The Pre-Hardened Advantage: Why P20 Equivalent Steels Dominate
Before diving into the specifics of 1.2311 vs 1.2312 Steel, it is crucial to understand why these grades are supplied “pre-hardened.” Unlike O1 or D2 tool steels that require vacuum heat treatment after machining, 1.2311 steel and 1.2312 steel are typically delivered at a hardness of 28–32 HRC (approx. 280–325 HB).
According to the DIN EN ISO 4957 standard, this pre-hardened state ensures maximum dimensional stability. By eliminating post-machining heat treatment, toolmakers avoid the risks of cracking, quenching distortion, or surface decarburization, making these grades ideal for large-scale mold bases and bolster plates.
The Sulfur Factor: Why 1.2312 is the “Efficiency King”
The fundamental debate of 1.2311 vs 1.2312 Steel centers entirely on sulfur content. While the base alloy remains largely identical, the intentional addition of sulfur in 1.2312 changes the steel’s internal microstructure fundamentally.
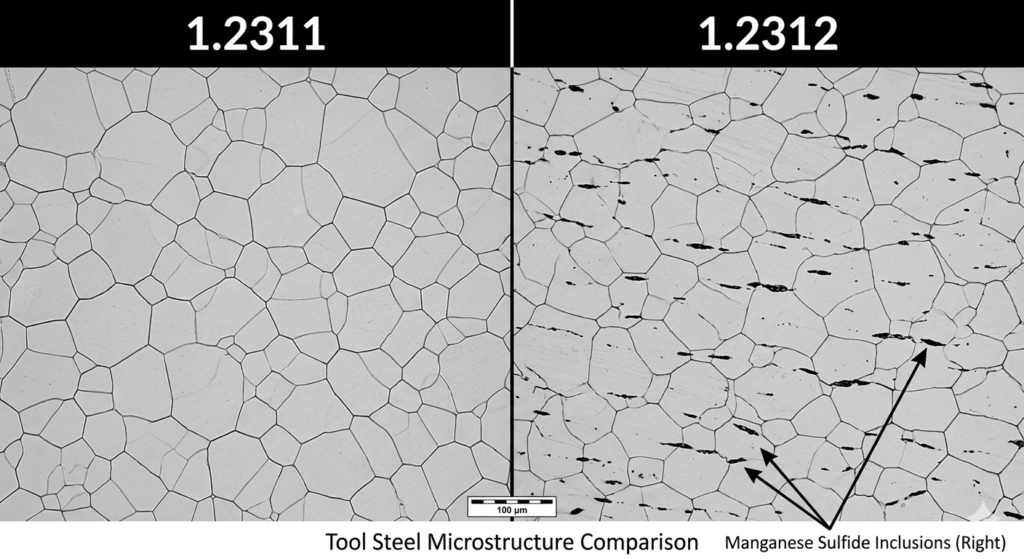
- 1.2311 (40CrMnMo7): This is a low-sulfur steel (typically < 0.035%). Its purity results ina tight grain structure, essential for high-quality surface finishes.
- 1.2312 (40CrMnMoS8-6): This grade contains a significantly higher sulfur concentration (0.06%-0.10%).
When sulfur is added, it reacts with manganese to form Manganese Sulfide ($MnS$) inclusions. In metallurgical terms, these inclusions act as internal lubricants and “chip breakers.” When a CNC tool hits these inclusions, the chip snaps cleanly rather than stringing, which is the core reason why the machinability of 1.2312 vs 1.2311 is such a widely discussed topic on shop floors.
Machinability of 1.2312 vs 1.2311: Solving the Economic Dispute
If your primary goal is to reduce cycle times and lower tooling costs, the 1.2311 vs 1.2312 Steel comparison has a clear winner in speed. The machinability of 1.2312 vs 1.2311 is not just a marginal difference; it is a measurable economic factor.
Technical data from major manufacturers like Bohler-Uddeholm suggests that 1.2312 can be machined at speeds 25% to 30% faster than its low-sulfur counterpart.
- Reduced Friction: The MnS inclusions reduce the temperature at the cutting edge.
- Tool Longevity: Because the material cuts “freely,” carbide inserts experience less wear, leading to fewer tool changes during long unmanned runs.
- Surface Roughness (As-Milled): Interestingly, 1.2312 often produces a better “out-of-the-machine” finish because the chips do not gall or weld to the tool tip.
The Polishing Trap: Why 1.2311 Steel Wins on Aesthetics
The very inclusions that make 1.2312 easy to machine become its greatest liability when a mirror finish is required. When a polisher applies high-grit diamond paste to 1.2312 steel, the relatively soft manganese sulfide inclusions can be torn out of the steel matrix.
This creates a phenomenon known as “pitting” or “orange peel.” If you are aiming for an SPI A-1 or A-2 finish, the choice in the 1.2311 vs 1.2312 Steel debate must be 1.2311. Because 1.2311 steel lacks these high sulfur levels, it maintains a homogenous surface that can be polished to a pristine, defect-free mirror shine.
For high-end consumer electronics, medical devices, or optical components, 1.2311 steel is the non-negotiable choice for aesthetic cavities.

Compare 1.2311 and 1.2312 Steel Applications
To make an informed choice, you must Compare 1.2311 and 1.2312 steel applications based on the final product’s requirements.
1.The Mold Base and Bolster Plates
For the “backbone” of the mold—the plates that don’t touch the plastic—using 1.2311 vs 1.2312 Steel favors 1.2312. Since these components require massive amounts of material removal and do not require polishing, the free-machining properties of 1.2312 save hundreds of hours in labor. Specifying 1.2311 vs 1.2312 for mold base frames is a common way to lower overall production costs.
2.High-Gloss Injection Cavities
If the plastic part is clear (like a lens) or high-gloss black, 1.2311 vs 1.2312 Steel is no contest. The purity of 1.2311 ensures that no sulfur pits appear on the molded part.
3.Graining and Photo-Etching
When a mold needs a leather-like texture, the consistency of the steel is vital. Chemical etching reacts inconsistently with sulfur inclusions. Therefore, when you Compare 1.2311 and 1.2312 steel applications involving texturing, 1.2311 is the safer bet for a uniform grain.
Solving the Mold Base Selection Controversy
The dispute over the economy of 1.2311 vs 1.2312 Steel is often misunderstood. While 1.2312 is faster to machine, it is often slightly more expensive per kilogram due to the specialized alloying process.
However, the “true cost” must include lead time. For the majority of 1.2311 vs 1.2312 for mold base decisions, the 30% reduction in machining time far outweighs the slightly higher material cost of 1.2312. In modern mold shops, the most common practice is a hybrid approach: specifying 1.2312 for the large mold plates and 1.2311 for the critical cavity inserts.
Hardness and Heat Performance: 1.2311 vs 1.2312 Steel
It is a common misconception that 1.2312 is “softer” because it machines faster. In reality, bothgrades exhibit nearly identical mechanical properties at the same hardness level. Whether youchoose 1.2311 steel or 1.2312 steel, you are getting a yield strength of approximately850-1000 MPa in the pre-hardened condition.
According to ASTM A681, the standard specification for alloy tool steels, the thermal conductivity and coefficient of thermal expansion for both grades are also virtually identical, meaning they can be used together in the same mold without fear of uneven thermal expansion.
Conclusion
Deciding on 1.2311 vs 1.2312 Steel requires a clear understanding of the project’s end goal. If you are building a structural mold base where speed and cost-efficiency are the priorities, 1.2312 steel is the clear winner. Its high-sulfur chemistry ensures that your machines run at peak efficiency.
However, for molding surfaces where aesthetics or mirror-polishing are required, the purity of 1.2311 steel is indispensable. By strategically using these P20 equivalent grades, you can optimize your shop’s workflow without compromising on the final quality of the injection-molded part.
Ready to optimize your next mold project? Whether you need the high-speed machinability of 1.2312 for a heavy-duty mold base or the flawless surface of 1.2311 steel for a cosmetic insert, our team provides precision-sourced materials to meet your exact requirements. Contact our technical specialists today for a quote!
FAQ
Can 1.2312 be nitrided?
Yes. Both 1.2311 steel and 1.2312 steel respond well to nitriding, which can increase surface hardness to over 50 HRC for improved wear resistance.
Why does my polisher hate 1.2312?
Because the sulfur inclusions tear out during high-grit polishing, creating “pitting” that looks like small pinholes on the surface.
Which is better for large molds?
For the 1.2311 vs 1.2312 for mold base decision on large tools, 1.2312 is superior because it minimizes machine time and reduces tool wear on long milling cycles.
1.2311 the same as AISI P20?
It is a very close P20 equivalent. While AISI P20 allows for a wider range of chemistry, 1.2311 is a more controlled European version optimized for European manufacturing standards.