In the relentless environment of high-speed stamping and precision forming, the longevity of a die is rarely limited by its surface hardness. Instead, the “invisible killer” is almost always the internal microstructure of the steel. For decades, D2 has been the industry workhorse, but as we push into 2026, the limitations of conventional ingot metallurgy have become a bottleneck. Enter CPM D2, a material designed specifically to overcome the structural flaws of its predecessor.
The transition to CPM D2 represents more than just a brand choice; it is a fundamental shift in how we manage tool failure. By utilizing the Crucible Particle Metallurgy process, manufacturers can now access a level of mechanical consistency that was previously impossible. This guide dives deep into how this powder metallurgy steel solves the age-old problem of carbide segregation to deliver superior industrial performance.
The Fatal Flaw of Conventional D2: Carbide Segregation
To understand the necessity of CPM D2, one must first understand the “Ingot Metallurgy” problem. When standard D2 is cast in a large ingot, it cools slowly. During this slow solidification, carbon and alloy elements have time to migrate, forming large, brittle eutectic carbides. These carbides often cluster into “bands” or “stringers” that run through the steel like grain in wood.
This carbide distribution is fundamentally flawed. These large carbide clusters act as internal stress-risers. When a die is subjected to high-impact cycles, these clusters become the primary sites for crack initiation. This is exactly how to prevent chipping in D2 tool steel: you must eliminate the clusters. In conventional steel, these “rocks” are too big, making the material prone to premature failure regardless of how well it is heat-treated.
According to ASM International, the presence of primary carbides exceeding 50 um in conventional grades significantly reduces the transverse toughness of the tool.
The CPM Solution: The Power of Atomization
CPM D2 solves this by completely reimagining the solidification process. In powder metallurgy steel production, the molten alloy is forced through a high-pressure gas nozzle—a process known as gas atomization. This instantly turns the molten metal into millions of tiny, spherical droplets.
Because each droplet is so small, it cools almost instantaneously. This “flash-freezing” prevents the carbides from ever having the chance to grow or cluster. The result is a fine grain structure in powder metallurgy steel where the carbides are typically less than 5 um in size and are distributed perfectly throughout the matrix.
By choosing CPM D2, you are ensuring that the material is “isotropic.” This means the steel has nearly identical mechanical properties in all directions (longitudinal, transverse, and through-thickness). For complex, high-precision dies, this eliminates the risk of the tool splitting along the “grain” of the segregation bands.
CPM D2 Benefits: Why Elite Manufacturers are Upgrading
The most immediate of the CPM D2 benefits is the dramatic increase in toughness. While the hardness remains the same as standard grades (typically HRC 58-62), the resistance to impact is doubled or even tripled. This creates a much more stable wear resistance vs toughness profile.
In a CPM D2 vs conventional D2 for long-run stamping scenario, the PM version allows for more aggressive tool geometries. Because the material is less prone to chipping, engineers can design sharper corners and thinner walls in the die without the constant fear of edge failure.
Furthermore, the Crucible Particle Metallurgy (CPM) process ensures that the steel is incredibly clean. With fewer non-metallic inclusions and a uniform structure, CPM D2 exhibits superior dimensional stability during heat treatment. This reduces the “out-of-round” or “out-of-square” movement that often plagues large, complex tools.
Technical Comparison: CPM D2 vs. Conventional D2
| Property | Conventional D2 (Ingot) | CPM D2 (Powder Metallurgy) | Impact on Production |
| Carbide Size | 25 – 50 um | 2 – 4 um(Uniform) | Prevents micro-cracking |
| Toughness (Charpy C-Notch) | 21 – 28 J | 45 – 55 J | Triple the impact resistance |
| Wear Resistance | High | High+ | More consistent edge life |
| Grindability | Moderate (Clogs wheels) | High (Uniform wear) | Reduces sharpening time |
| Isotropic Properties | Poor (Stronger in one dir.) | Excellent (Uniform all dir.) | Allows for complex die shapes |
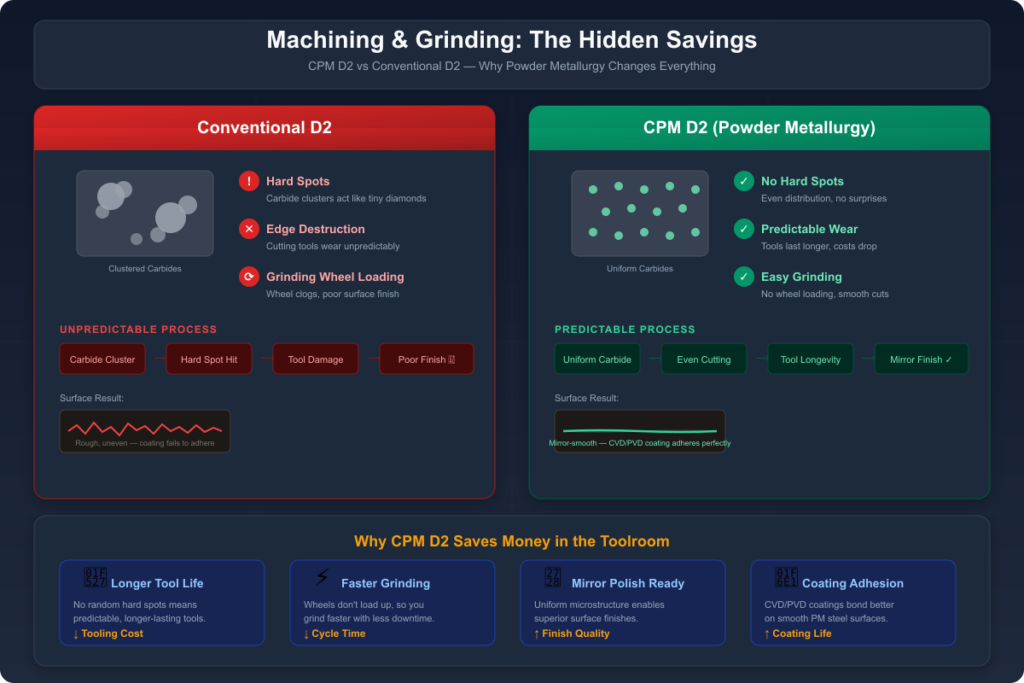
Machining and Grinding: The Hidden Savings
A common misconception is that a “better” steel must be harder to machine. In reality, the CPM D2 experience in the toolroom is often superior. While the alloy content is high, the uniform carbide distribution means that cutting tools and grinding wheels wear more predictably.
Conventional D2 often features “hard spots” where carbide clusters act like tiny diamonds, destroying cutting edges and causing grinding wheels to “load up.” In contrast, CPM D2 grinds more easily and allows for a much better surface finish. This is crucial for parts requiring a mirror polish or CVD/PVD coatings, as the coating adheres much better to the uniform surface of PM steel.
Conclusion
In the modern factory, the most expensive event is an unplanned stop. When a standard die chips, the cost isn’t just the repair—it’s the lost machine hours and the disrupted supply chain. By upgrading to CPM D2, you are investing in predictability.
FAQ
Is CPM D2 harder than regular D2?
No. Both can reach a hardness of HRC 62 The difference is in the toughness. CPM D2 is much harder to break, but it is not “harder” in terms of Rockwell C scale.
Do I need a different heat treatment for CPM D2?
The temperatures are very similar, but because the carbides are so fine, CPM D2 responds more quickly to the austenitizing temperature. We recommend vacuum furnaces for the best results to preserve the surface integrity.
Why is CPM D2 more expensive?
The gas atomization and hot isostatic pressing (HIP) required for powder metallurgy steel are significantly more energy-intensive than simple casting. However, the cost is usually recovered within the first two “save” cycles of the die.
Does it prevent all chipping?
While it is the best solution for how to prevent chipping in D2 tool steel, proper tool design and alignment are still required. CPM D2 provides the metallurgical safety margin to handle the unexpected.