In the high-stakes world of precision stamping, the most expensive sound in a factory is the sudden “crack” of a failing die. For decades, AISI D2 has been the industry workhorse, but as production speeds increase and materials become high-strength, D2 is hitting a wall. If your production line is plagued by frequent chipping and brittle fractures, you are likely looking for a way to prevent die steel chipping in high-speed stamping.
The industry is rapidly shifting toward specialized alloys. This technical analysis explores the D2 vs DC53 Steel performance gap and why thousands of manufacturers are now adopting DC53 as their primary D2 alternative to secure production uptime.
Why D2 Steel Fails
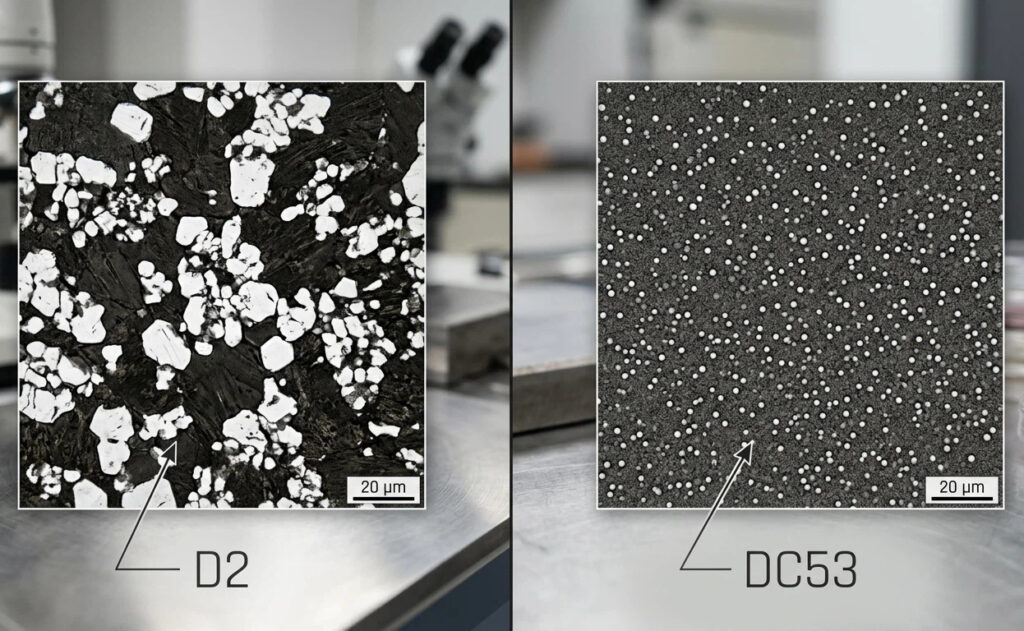
AISI D2 is a high-carbon, high-chromium cold-work tool steel. While it offers excellent wear resistance, its metallurgical structure contains large, coarse primary carbides. Under the stress of precision stamping, these carbides act as internal stress concentrators. This is the root cause of the common D2 steel cracking issues and solutions discussed in tool rooms worldwide.
When the die strikes the workpiece, the lack of matrix toughness allows micro-cracks to propagate along these large carbides. The result is “chipping”—the premature loss of the cutting edge—which necessitates frequent regrinding and shortens the overall tool life.
Introducing DC53: The High Toughness Die Steel
Developed by Daido Steel, DC53 was engineered specifically to fix the “D2 problem.” It is often called the “Super D2” because it retains the best qualities of D2 while eliminating its fatal flaws. By refining the alloy’s chemistry and improving the manufacturing process, DC53 achieves a much finer carbide distribution.
This refined microstructure is the reason DC53 steel mechanical properties are so attractive for heavy-duty applications. It offers roughly double the toughness of D2, making it the best steel for precision stamping dies that must endure high-cycle vibrations without shattering.
D2 vs DC53 Steel: The Performance Showdown
When we perform an impact toughness comparison: D2 vs DC53, the data is startling. In astandard Charpy V-notch test, DC53 consistently displays energy absorption levels significantlyhigher than D2 at the same or even higher hardness levels (60-62 HRC).
In practical terms, this means that a DC53 die can withstand the shock of cutting stainless steel or high-strength low-alloy (HSLA) steel far more effectively than D2. If you are analyzing D2 vs DC53 Steel, you must look beyond surface hardness and focus on “compressive strength” and “fatigue resistance.”
Heat Treatment and Hardness Stability
One often-overlooked advantage is the heat treatment hardness of DC53. Unlike D2, whichcan be difficult to stabilize during secondary tempering, DC53 shows exceptional dimensionalstability. After vacuum heat treatment, DC53 reaches 62-64 HRC, providing a harder cuttingedge that-crucially-remains tough enough to resist chipping.
| Feature | AISI D2 Steel | DC53 (The D2 Alternative) |
| Toughness (Impact) | Low (Brittle) | Very High (2x D2) |
| Standard Hardness | 58-60 HRC | 60-64HRC |
| Carbide Structure | Coarse & Uneven | Fine & Uniform |
| Machinability | Difficult | Superior (Easier on tools) |
| EDM Stability | High Stress Risk | Stress Relieved |
Moreover, the wire EDM cutting performance of DC53 steel is vastly superior. Because the residual stress after heat treatment is lower in DC53, the risk of the die cracking during the EDM process is significantly reduced. This alone saves mold makers thousands of dollars in wasted material and labor.

Improving the Bottom Line: Machinability and Grinding
For the mold maker, the machinability of DC53 vs D2 is a game-changer. D2 is notoriously difficult to grind and machine because of its large chromium carbides. This adds hours to the fabrication process and wears out expensive cutting tools.
DC53, despite its higher hardness, is easier to machine. The finer microstructure and reduced chromium content (compared to D2) lead to better grinding characteristics of high chromium steel processing. When considering D2 vs DC53 Steel, you must account for the total cost of ownership—not just the raw material price per kilogram.
Strategic Decision: When to Choose the D2 Alternative?
You should upgrade from D2 to DC53 for mold longevity in the following scenarios:
1.High-Speed Stamping: When vibrations and heat buildup are constant.
2.Thick Material Cutting: When the force required to shear the material exceeds D2’s impact limit.
3.Complex Geometry: When sharp corners or thin walls in the die design are prone to D2 steel cracking issues and solutions are no longer working.
The switch ensures reduced maintenance cost for precision dies, allowing your facility to run three shifts without fear of a catastrophic tool failure in the middle of the night. Choosing the right D2 vs DC53 Steel profile is about moving from “reactive” to “proactive” engineering.
Final Verdict
The debate of D2 vs DC53 Steel is no longer just a technical curiosity; it is a financial necessity for modern factories. By moving to a high toughness die steel, you aren’t just buying metal; you are buying insurance for your production schedule.
As the industry’s premier D2 alternative, DC53 solves the brittle cracking issues that have plagued engineers for decades. If you are ready to eliminate downtime and maximize tool life, it is time to make the switch.
FAQ
Is DC53 a direct alternative to D2?
Yes. It can replace D2 in almost any application. While the chemical composition differs slightly, the D2 vs DC53 Steel transition usually requires no major design changes, only a slightly different heat treatment recipe.
Does DC53 have the same wear resistance as D2?
Actually, DC53 often demonstrates better wear resistance. Because it can be hardened to ahigher degree (62 HRC vs. 60 HRC) without becoming brittle, it maintains a sharper edge for alonger duration.
Why is DC53 more expensive than D2?
The cost reflects the advanced smelting process and the higher quality of the alloying elements. However, when you factor in reduced maintenance cost for precision dies and the elimination of cracked molds, the “per-part” cost of DC53 is almost always lower.
What is the best hardness for DC53 in precision stamping?
For most precision stamping applications, a hardness of 60-62 HRC provides the ideal balance
of wear resistance and impact toughness.