In the rigorous environment of High-Pressure Die Casting (HPDC), selecting between H13 vs H11 steel is a decision that dictates the boundary between a profitable production run and a catastrophic tooling failure. While these two chromium-molybdenum alloys appear nearly identical on a standard data sheet, their operational behavior under intense thermal stress varies significantly.
The 1% Difference: Vanadium Content and Secondary Hardening
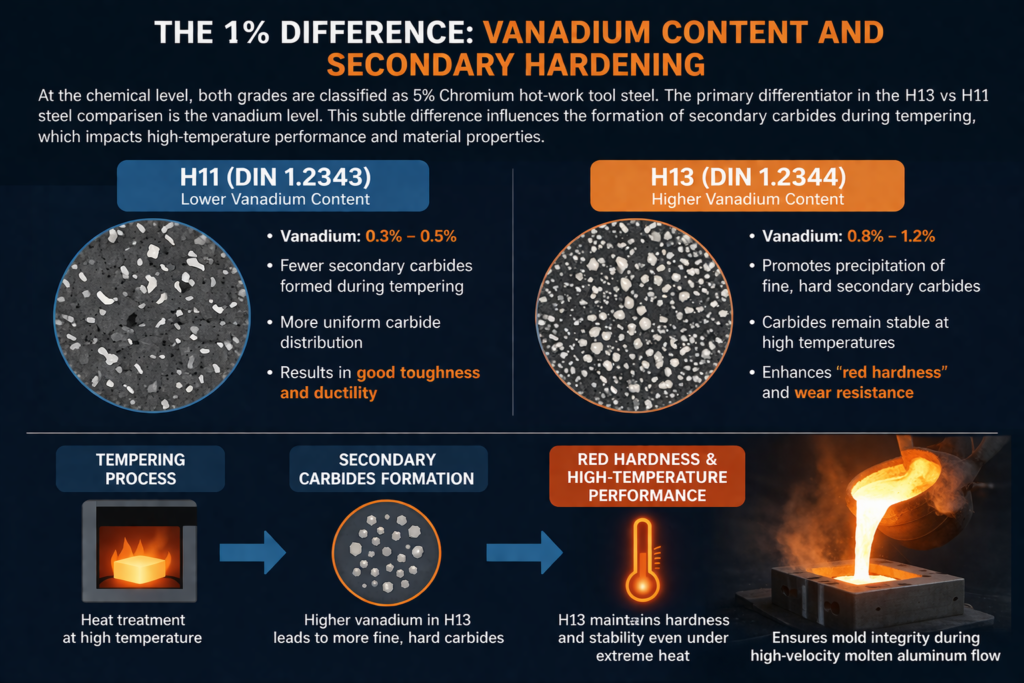
At the chemical level, both grades are classified as 5% Chromium Hot-work tool steel. Metallurgically, the primary differentiator in the H13 vs H11 steel comparison is the vanadium level.
The difference between H11 and H13 chemical composition is subtle but profound. H11 (DIN 1.2343) typically contains 0.3% to 0.5% vanadium. In contrast, H13 (DIN 1.2344) is enriched with roughly 0.8% to 1.2% vanadium. This seemingly small gap influences the formation of secondary carbides during the tempering process.
The higher Vanadium content in H13 promotes the precipitation of fine, hard carbides that remain stable at high temperatures. This enhances the material’s “red hardness,” ensuring that the mold surface maintains its integrity even when subjected to the high-velocity flow of molten aluminum. Conversely, the lower carbide density allows for a more uniform carbide formation within the H13 vs H11 steel matrix, often resulting in a “cleaner” structure that favors ductility over raw hardness.
Thermal Fatigue and the Heat Checking Resistance
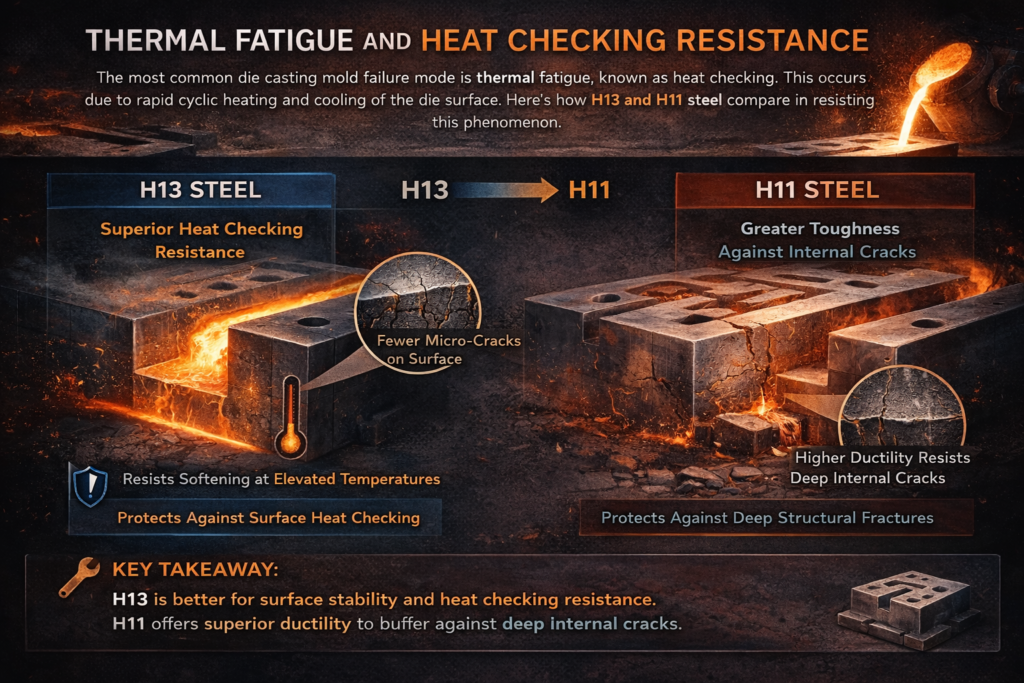
The most common failure mode in die casting is thermal fatigue, clinically known as heat checking. This occurs due to the rapid cyclic heating and cooling of the die surface. When analyzing thermal fatigue, the H13 vs H11 steel choice hinges on surface stability.
H13 is widely recognized for its superior Heat checking resistance. Because it resists softening at elevated temperatures, the surface “skin” of an H13 die is less likely to develop the micro-cracks that lead to part quality degradation.
However, heat checking is only half the story. In massive die blocks where thermal gradients are extreme, the internal stresses can lead to “gross cracking.” Some engineers argue that the slightly higher ductility of H11 provides a better buffer against these deep structural fractures. Understanding the resistance to heat checking in the H13 vs H11 steel dynamic requires a localized assessment of your specific cooling system and injection pressures.
Charpy V-notch Toughness: Preventing Catastrophic Failure
A critical metric for any engineer is the Charpy V-notch toughness. This measures the energy absorbed by the steel during a sudden fracture event. For large-scale tooling, maintaining high toughness levels found in the H13 vs H11 steel standard is the best insurance policy against a split die.
H11 is often cited for its exceptional transverse toughness. Because it has fewer vanadium carbides than H13, there are fewer “initiation points” for cracks to begin. This makes it an excellent candidate for large die holders or complex inserts with sharp geometries.
That said, premium-grade H13, processed through Electro-Slag Remelting (ESR), has largely closed this toughness gap. This energy absorption is critical for H13 vs H11 steel inserts, where the metal must survive the repeated impact of high-pressure injection cycles without brittle failure.
Thermal Conductivity and Operational Efficiency
In the B2B manufacturing sector, cycle time efficiency is a key driver of ROI. The thermal conductivity of H11 vs H13 tool steel plays a subtle but vital role here.
H11 generally exhibits slightly higher thermal conductivity than H13. While the difference is small (often less than 5%), it can lead to faster heat dissipation from the cavity. In high-volume automotive production, this cumulative cooling advantage can shave seconds off a cycle, resulting in thousands of additional parts per year.
Furthermore, both materials offer excellent Nitriding capability. By applying a surface treatment, you can increase the surface hardness to over 1000 HV. This prevents “soldering”—where the aluminum alloy sticks to the steel—and improves the heat dissipation rates in the H13 vs H11 steel comparison.
ROI: Cost-Effectiveness and Service Life
Strategic procurement requires looking past the initial price per kilogram. When considering the cost-effectiveness of H11 steel for short-run die casting, the lower material cost and easier machinability make it a logical choice for prototype molds or low-volume production.
However, for high-volume, continuous manufacturing, the H13 tool steel service life vs H11 becomes the dominant factor. The reduced frequency of die-surface polishing and fewer weld repairs for heat checking mean that H13 often yields a lower Total Cost of Ownership (TCO).
Making the right choice between H13 vs H11 steel components requires balancing the upfront tooling budget against the long-term maintenance forecast. For most high-pressure applications, the extra investment in a premium ESR H13 grade is paid back through increased machine uptime.
FAQ
Is the heat treatment different for H13 vs H11 steel?
They are very similar, but not identical. H13 typically requires a slightly higher tempering temperature to reach its peak secondary hardness. Both must be vacuum hardened to prevent decarburization.
Which grade is better for H13 vs H11 steel toughness for aluminum die casting?
H11 is traditionally known for higher toughness in large blocks, but premium H13 (ESR) offers a better balance of toughness and wear resistance for core inserts.
Can I nitride both materials?
Yes. Both steels have excellent Nitriding capability, which significantly increases surface wear resistance and prevents aluminum soldering.